安瓿瓶灌裝封口機使用前的準備、檢查和調節
(1)檢查(chá)確認拉絲灌封機已清洗消(xiāo)毒待用,如不合格,用75%乙醇(chún)消毒管道、針(zhēn)頭(tóu),再用注射用水衝洗。
(2)檢查確認各(gè)連接密封完好,各閥門開啟正常(cháng)。
(3)檢查確(què)認各控製部分(電、氣、儀表)正常。
(4)拉絲灌封(fēng)機各部位調節:
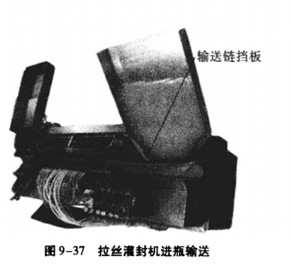
1)進瓶部分擋瓶板的調整:調整輸送鏈的擋板(bǎn),使安瓿落在輸送鏈槽中,並與底板(bǎn)垂直,以保證安瓿輸(shū)送平穩,避免產生夾瓶現象(圖9—37)。
2)針架組的安瓿位置調整:在停機狀態,用手輪輸送一組(zǔ)(23支)空安瓿放置於針架上,旋(xuán)鬆螺母(E),使安瓿與(yǔ)上固定(dìng)板(D)及下(xià)固定板(F)互(hù)成九十度,再調整上固定板的高低,並(bìng)使(shǐ)上固(gù)定板(D)距離安瓿IZl 17 1/1131,然後旋緊(jǐn)螺母(E),如圖9—38所示。
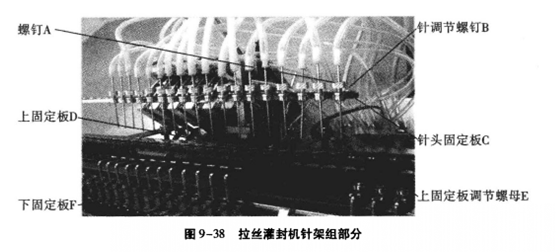
針架組的針頭(tóu)組的調節:針頭組包括吹氣組和灌裝藥液(yè)組。兩組調節方法相(xiàng)同,特別是藥(yào)液灌裝(zhuāng),可以(yǐ)有針調節螺釘(B)調整鬆動,移動針頭固定板(c),然後對準安瓿中(zhōng)心旋緊螺釘(B);接著調整整(zhěng)體行程到瓶頸部位(wèi),再調整螺釘(A)使針管(guǎn)微量上下移動至超過瓶頸2 mm處(圖9—38),則使針頭進入安瓿時不與(yǔ)安(ān)瓿(bù)口摩擦;轉動手輪,針頭(tóu)架(jià)的針頭向下移動的時機(jī)應該使安瓿剛剛擱到灌注藥(yào)液(同吹氣)這檔齒(chǐ)板時,針頭應開始插入安瓿口,當藥液灌注好後,針口應在安瓿搬(bān)動前全部退至安瓿口(kǒu)外,一個一個針頭調整,直(zhí)到兩組針頭全部調整好為止。必須再用手輪多轉幾圈,查看機構工作情況。注(zhù)意(yì)每隻鬆動的緊固螺釘一定要在(zài)調整後旋緊。
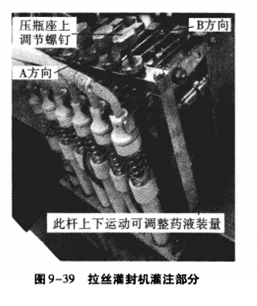
自動止灌裝置的調節:自動止灌裝置是防止機器在生產過程中,遇到個別缺瓶或安(ān)瓿使用完但機器仍在運轉,而不使藥(yào)水注出,避免汙損(sǔn)機(jī)器,防止浪費。當安瓿規格變換時(shí),可以利用壓瓶座上調節螺釘放長與縮短來調節與壓板之問的間(jiān)隙,故(gù)拉杆栓不再拉出,而頂杆將帶動頂杆套一起向上移動,使玻璃泵(bèng)工作,進行灌液。遇到缺瓶(píng)時,壓瓶(píng)座上調節螺釘要壓住壓板,鋼絲(sī)繩將拉杆
栓拉出,頂杆帶不動頂杆(gǎn)套,使(shǐ)玻璃泵不工作,停止(zhǐ)灌液(圖9-39)。
藥液裝置的調節:調節藥液裝置大小的方法有兩種(zhǒng);一是(shì)鬆開(kāi)扇子板上(shàng)螺(luó)帽,移(yí)至左方向,裝量增加;移至右方(fāng)向,裝量減少。二是鬆開橫梁上調節螺帽,移至A方(fāng)向,裝量增加(jiā);移至B方向,裝量減少。調準後,把螺帽擰緊(圖9-39)。
燃氣頭的調節:本拉絲灌封機所用燃氣(qì)為煤氣加氧氣或液化氣加氧氣兩種。使用時煤氣或液化氣的壓力控製在0.9~1kPa,氧氣壓力控製在0.08~0.1MPa,封口時將煤氣(或液化氣(qì))和氧氣按一定比例混合對安瓿進行加熱。
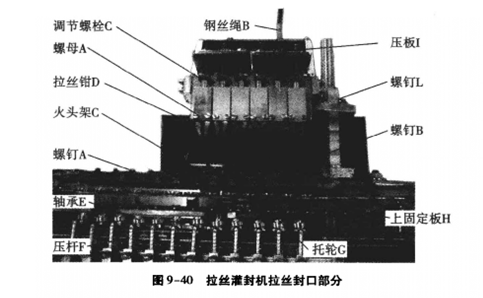
燃(rán)氣頭的調節包括火頭大小(xiǎo)調(diào)節和位置高低的調節:貯氣罐中煤氣和氧氣分(fèn)別(bié)由2組閥調(diào)節和(hé)控製火頭大小。氣體混合時,先開燃氣閥,點燃後再慢慢打(dǎ)開氧氣開關(注:切不(bú)可先開氧氣開關),徐徐混合。分(fèn)別旋轉煤氣(或(huò)液化(huà)氣)和氧(yǎng)氣調節閥,並控製煤氣(或液化(huà)氣(qì))與氧氣的比例,調至呈(chéng)藍色火焰(綠色或紅色火焰表示(shì)溫度降低,可以通(tōng)過提高氧氣(qì)的比例來改善)。另調節(jiē)螺釘(dìng)A,使火頭架c的火焰與安瓿(bù)保持一定距離(約12mm),調整調節螺釘B,使火點的火焰距離安瓿口約(yuē)8 n吼,然後根據安瓿(bù)預(yù)熱或加熱來調節火焰大小民,使拉絲封口光滑嚴密(與火焰大小、燃氣位置高低及安瓿轉動(dòng)是否均勻有關)。如圖9—40所示。
拉絲鉗的調節(jiē):首先,調整壓杆F使其上軸承E壓在安瓿上旋轉自如,同時托(tuō)輪G及上固定板H使安瓿垂直於底板,保證旋轉平穩。再旋轉(zhuǎn)螺釘L對拉絲鉗D進行粗(cū)調,使拉(lā)絲鉗鉗VI到達安(ān)瓿拉絲部位(wèi),觀察拉絲f青況,然後對微調螺母A進行微(wēi)調,修正鉗VI位置,使拉絲鉗拉絲達到技術要求。最後,調節螺栓c可微調鉗(qián)口開合大小。前凸輪(lún)轉動,使鋼絲繩B上下運動,壓板I上(shàng)下擺(bǎi)動,從而(ér)使拉絲鉗口D開閉。
本文作者:
91视频在线機械
本文鏈接:http://www.vupx.cn/xinwenzixun/show_99.html
版權所有@轉載時必須以鏈接形式注明(míng)作者和原始(shǐ)出(chū)處