安瓿封口方式有熔封(fēng)和拉絲封口。熔封是指旋轉安瓿瓶頸玻璃在火焰的加(jiā)熱下熔融,借助表麵張力作用而閉合(hé)的一種(zhǒng)封口形式。拉絲封口是指當旋轉安瓿瓶頸玻璃在火焰加熱下(xià)熔融時,采用機械方法(fǎ)將瓶頸閉口(kǒu)。國(guó)內熔封技術不過關,易發生漏氣現象,故國家醫藥局有關(guān)文件規定:1990年(nián)底以(yǐ)後各針劑生產廠家應一律采用拉絲封口。
安瓿瓶(píng)灌裝封口機拉絲封口主要由拉絲機構(gòu)、加熱部件及(jí)壓瓶機構組成。拉絲機構包括拉絲鉗、控製鉗口開閉(bì)部分及鉗子上下(xià)運動部分,其傳動形(xíng)式有氣動拉絲和機械(xiè)拉絲兩種。它們兩者(zhě)不同之(zhī)處在於控製鉗口開閉部(bù)分,氣動拉絲通過氣閥凸輪控製壓(yā)縮空氣經管道進(jìn)入拉絲鉗使鉗口開閉,而機械拉絲則由鋼絲繩通(tōng)過連杆和凸輪控製拉絲鉗口開閉。氣動拉絲結構簡單,造價低(dī),維修方便。機械拉絲結構複雜,製造(zào)精度要求高,適用於無氣源的地方,且不存在排氣的汙染。下麵詳細介紹(shào)氣(qì)動拉(lā)絲封口工(gōng)作原理,氣動拉絲(sī)封口工(gōng)序結構示意如圖(tú)22—12所示。
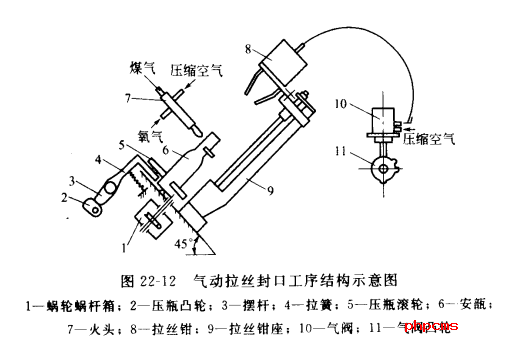
灌好(hǎo)藥液並充人氣體的安瓿經移瓶齒板作(zuò)用進人如圖22—12所示位置時,安瓿頸(jǐng)部靠在上(shàng)固(gù)定齒板的齒槽(cáo)上,安瓿下部放(fàng)在蝸輪箱的滾輪上,底(dǐ)部(bù)則放在呈半圓形的支頭上,安瓿上部由壓瓶滾輪壓住(壓瓶滾輪的作用是防(fáng)止拉絲鉗拉安瓿頸絲(sī)時安瓿隨拉絲鉗移動(dòng))。此時,由於蝸輪轉動帶動滾輪旋轉,從而使安瓿旋轉,同時壓瓶滾輪也旋轉。加熱火焰由煤(méi)氣、壓縮空氣和氧氣混(hún)合組成,火焰(yàn)溫度為1400'(2左右(yòu)。對安瓿頸部需加熱部位圓周加熱到(dào)一定(dìng)火候,拉絲鉗(qián)口張開向(xiàng)下,當達到最低位置時,拉絲鉗收(shōu)口(kǒu),將安瓿頭部拉住,並向上將安瓿熔化絲(sī)頭抽斷而使安(ān)瓿閉(bì)合;當拉絲鉗到達最高(gāo)位置時,拉絲鉗張開、閉合兩次,將拉出(chū)的廢絲頭甩掉,這樣整個拉絲動作完(wán)成。拉絲過程(chéng)中拉絲鉗的張合由氣閥凸輪(lún)控製壓縮空氣(qì)。安瓿封口完成後,由(yóu)於凸(tū)輪(lún)作用,擺(bǎi)杆將壓(yā)瓶滾輪拉起,移瓶齒板將封口安瓿(bù)移至下一位置,未封口安瓿(bù)送人(rén)火焰進行下一個周期動作。封口(kǒu)火焰(yàn)的調節是封口好壞的首要條件,封口(kǒu)溫度一般調節在14000C, 由煤氣和氧氣壓力控製,煤氣壓力大於0,98kPa,氧氣壓力為0.02—0.05MPa。火焰頭部與安瓿瓶頸間最佳距離為lOmm,生產中拉絲火頭前部(bù)還有預熱(rè)火焰,當預熱火焰使安瓿瓶頸加熱到微紅,再移(yí)人拉絲火焰熔化拉絲,有些灌封機在封(fēng)口火焰後還設有保溫火焰(yàn),使封好的安瓿慢慢冷(lěng)卻(què),以(yǐ)防止安瓿因突(tū)然冷卻而發生爆裂現象。


相關產品關鍵詞:
安瓿瓶灌裝封口機,安(ān)瓿瓶拉絲灌封機
本文作者:
91视频在线機械
本文鏈(liàn)接:http://www.vupx.cn/xinwenzixun/show_100.html
版權所有@轉(zhuǎn)載時必須以鏈接形式注(zhù)明(míng)作者和原始出處


