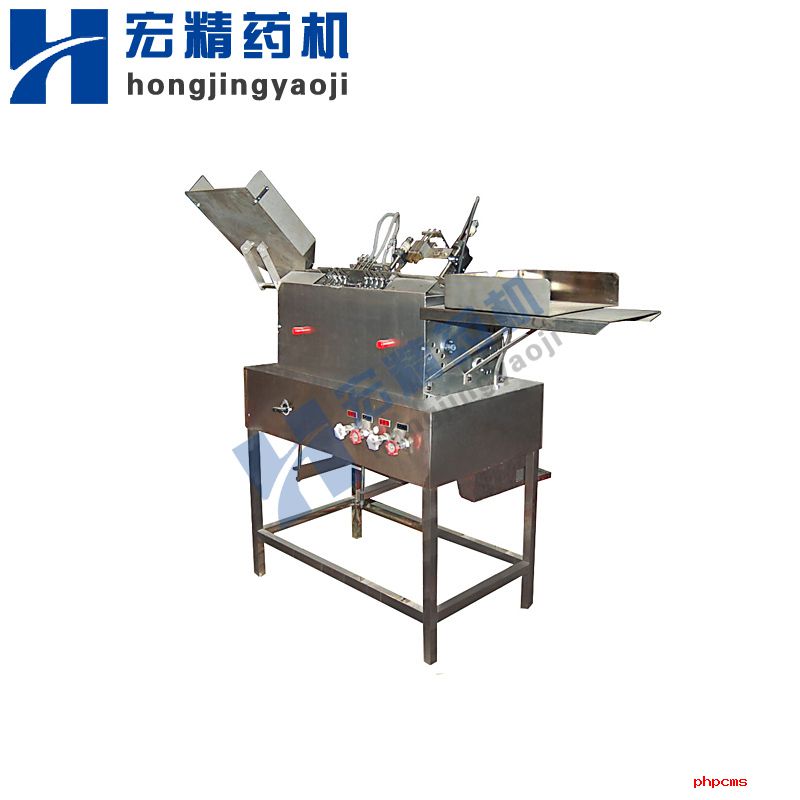
灌裝是安瓿藥品包裝的重(chóng)要工序。對於常用的1~ 2mL安瓿藥品,清潔、灌裝和封口工作可在一台專用的雙針
安瓿瓶拉絲灌封機上進行,灌封機共有六(liù)個工位,每個工位上有兩(liǎng)隻安瓿同時進行工作,其生產能力為4 200~4 900支/h。
灌裝(zhuāng)時(shí),送料裝置通過傳送(sòng)鏈將安(ān)瓿每兩個(gè)--組送到第(dì)一工位(wèi),依次走過六個工位(wèi),分別完成以下工作:
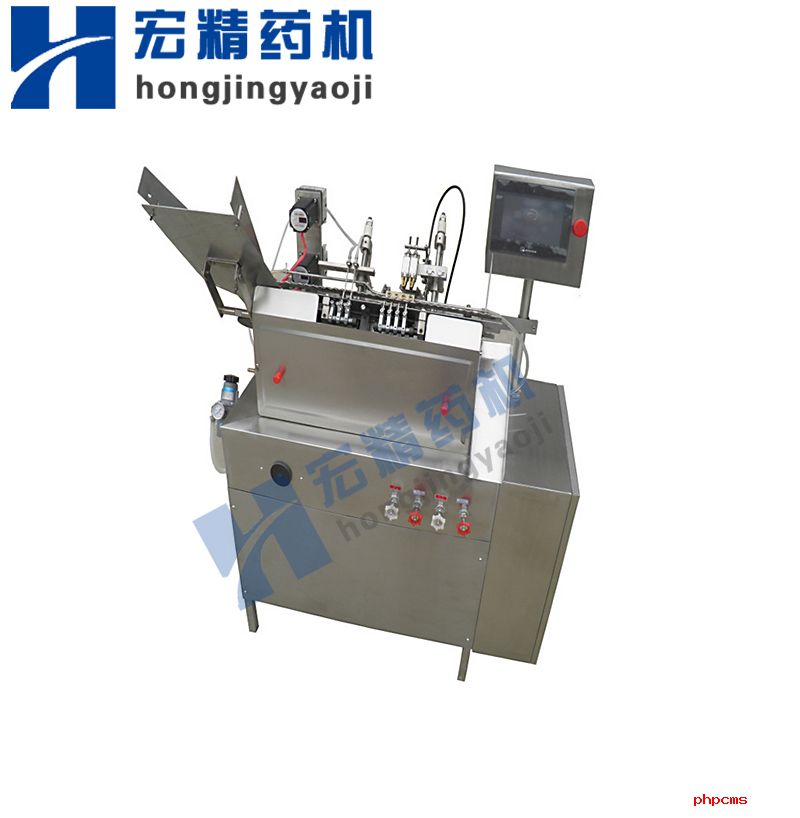
第1工位用壓縮空氣清潔(jié)安(ān)瓿內壁(bì),壓縮空(kōng)氣壓(yā)力為0.2 ~0.3MPa。
第2工位灌裝藥液,每次(cì)注人藥液量(liàng)可以通過灌裝(zhuāng)頭上的旋鈕調節。灌裝時,注射針不可接觸安瓿的內壁(bì)及(jí)瓶(píng)口,以免封口時,藥液燒結成黑斑而報廢,
第3工位充填惰性氣體,以降低瓶內氧(yǎng)氣濃度,避免藥品氧(yǎng)化變質。充氦壓力為0.12MPa。 後麵3個工(gōng)位(wèi)是用乙炔焰或其(qí)他燃氣對安瓿封口。
第4工位預熱,防止(zhǐ)劇烈加熱時引起安瓿炸裂。
第5工位高溫加熱,使瓶口呈半熔融狀態。
第6工位拉絲封口。
灌裝的藥量由操作工人和檢驗人員抽查,藥液的平麵高於或低於某個高度則(zé)屬不合格產品,應及時調節機器。