注射液灌封是注(zhù)射劑裝入容器的(de)最後一道工序,也(yě)是注射劑生產中最重要的工序。因此,灌封區域是整個注射劑生產車間(jiān)的關鍵部位,應保(bǎo)持(chí)較高的(de)潔淨度。同時(shí),灌封設備的合理設計及正確使用(yòng)也直接影響注射劑產品質量的優劣。
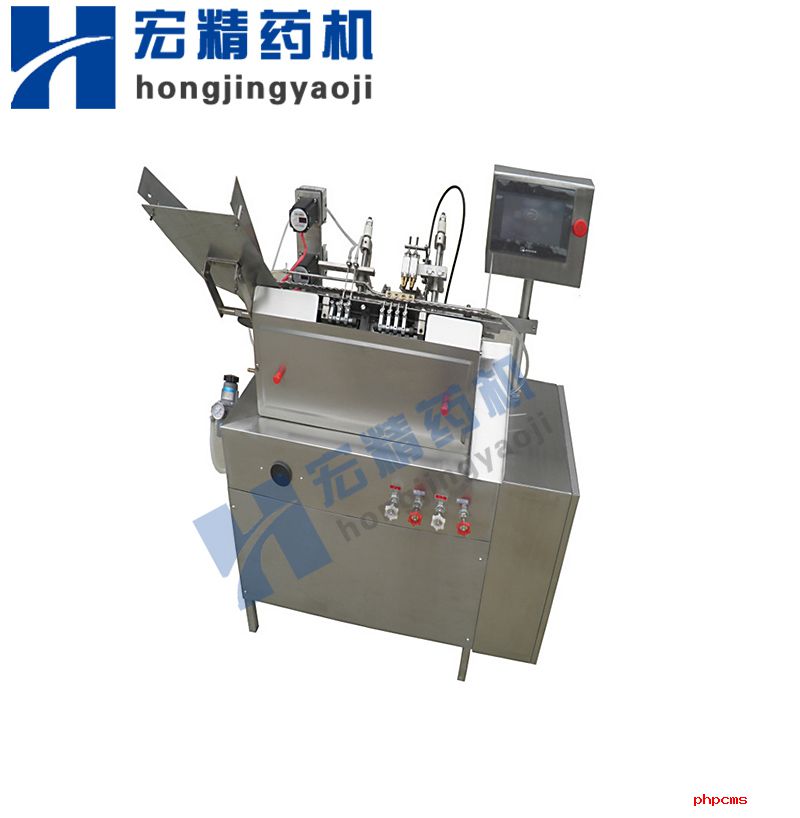
將製備好的藥液定量(liàng)地灌注到洗淨並經幹(gàn)燥滅菌的安瓿內加以封口的裝置(zhì)稱為
安瓿瓶灌裝封口機。由於(yú)安瓿(bù)有不同的尺(chǐ)寸規格,一般(bān)適當更換灌封機的某些附件,即可適應不同(tóng)安瓿的(de)要求,通常灌封機具有同時灌(guàn)封4—8隻(zhī)安瓿的功能(néng),以保證生產效(xiào)率。為(wéi)保證灌封過程中的潔淨,藥液暴露部位均需在loo級層流空氣保護下(xià)操作,因(yīn)此凡有灌封機操作的車(chē)間必有潔(jié)淨(jìng)供氣設備配置。
安瓿灌封的工藝過程一般應包括安瓿(bù)的排整、灌注、充氮、封口等工序。
安瓿的排整是(shì)將(jiāng)密集堆排的滅菌安瓿依照灌封機的要求,即在——定的時間間隔(gé)內(nèi),將(jiāng)定量的安瓿按一定的間隔排放在灌封機的傳送裝置上。灌注是將淨製後的藥液經計(jì)量,按一定體積注入到安瓿中去。為適應不同規格、尺寸的安瓿(bù)要求,計量機構應便(biàn)於調節。由於安(ān)瓿頸部尺寸較小,經計量後的(de)藥液(yè)需使用類似注射針頭狀的灌注針灌人安瓿,又因灌(guàn)封是數隻安(ān)瓿同時灌注,故灌封機相(xiàng)應(yīng)地有數套計(jì)量機構和(hé)灌注(zhù)針頭。充氮(dàn)是(shì)為了防止藥品氧化,需要向安瓿內藥液上部的空間充填氮氣以取(qǔ)代空氣。此外,有時在(zài)灌注藥液前還得預充氮,提前以氮氣置換空(kōng)氣。充氮的功能也是通過氮氣管線端部的(de)針頭來完成的。封口是用火(huǒ)焰加熱(rè).將已灌注藥液且(qiě)充(chōng)氮後的安瓿頸部熔融後使其密封的(de)。加(jiā)熱時安瓿需自轉,使頸部均勻受熱熔化。為確保封口不留毛細孔隱(yǐn)患,現代的灌封機上均采(cǎi)用拉絲封口工藝。拉絲(sī)封口不僅是(shì)瓶頸玻璃(lí)自身的融合,而(ér)且用拉絲鉗將(jiāng)瓶頸(jǐng)上部多餘的玻璃靠機械動作強力拉(lā)走,加上安瓿自身的旋轉動作,可以(yǐ)保證封口(kǒu)嚴密不漏(lòu),且使封口處玻璃厚(hòu)薄均勻,不易出現冷爆現象。
因此安瓿(bù)灌封機按其功(gōng)能可將結構分解為傳送部分、灌注部分和封口部分三(sān)個(gè)基本部分。

相關產品關鍵詞:
安瓿瓶灌裝封口機 安瓿瓶拉絲灌封機(jī)
本文鏈接(jiē):http://www.vupx.cn/xinwenzixun/show_104.html
版(bǎn)權所有@轉載時必須以(yǐ)鏈接形式注明作者和原始出處


