三、產品(pǐn)細節

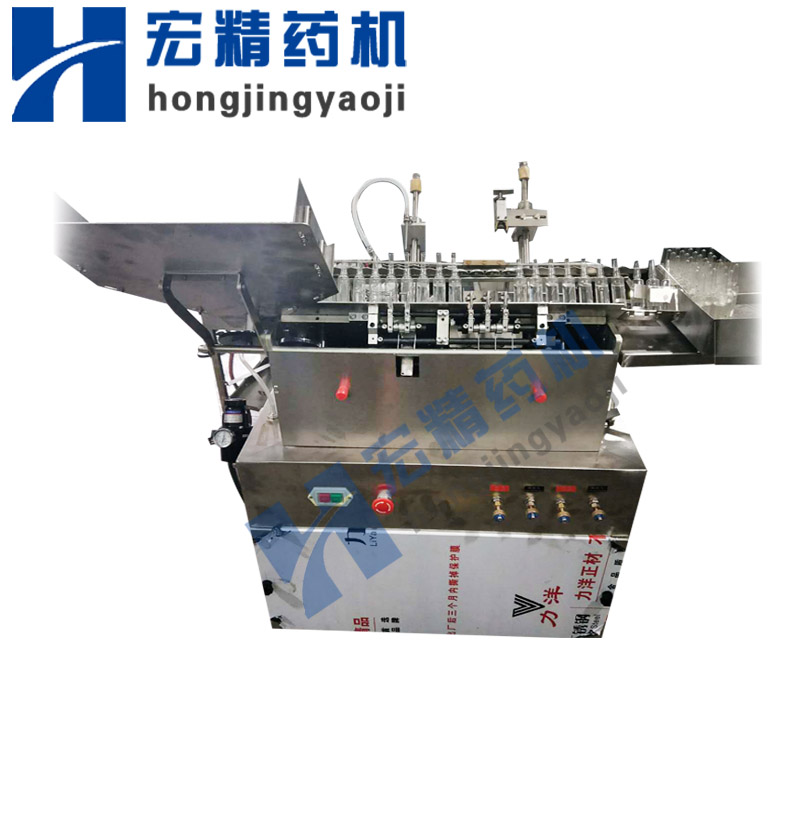
火頭及拉絲鉗
機器設(shè)有兩組火頭,一組(zǔ)為預熱火頭,一組為拉絲火(huǒ)頭,兩次熱化後,拉絲鉗迅速下降到最低(dī)位置融化(huà)安瓿瓶(píng)頸夾住(zhù),並上升完成拉絲,
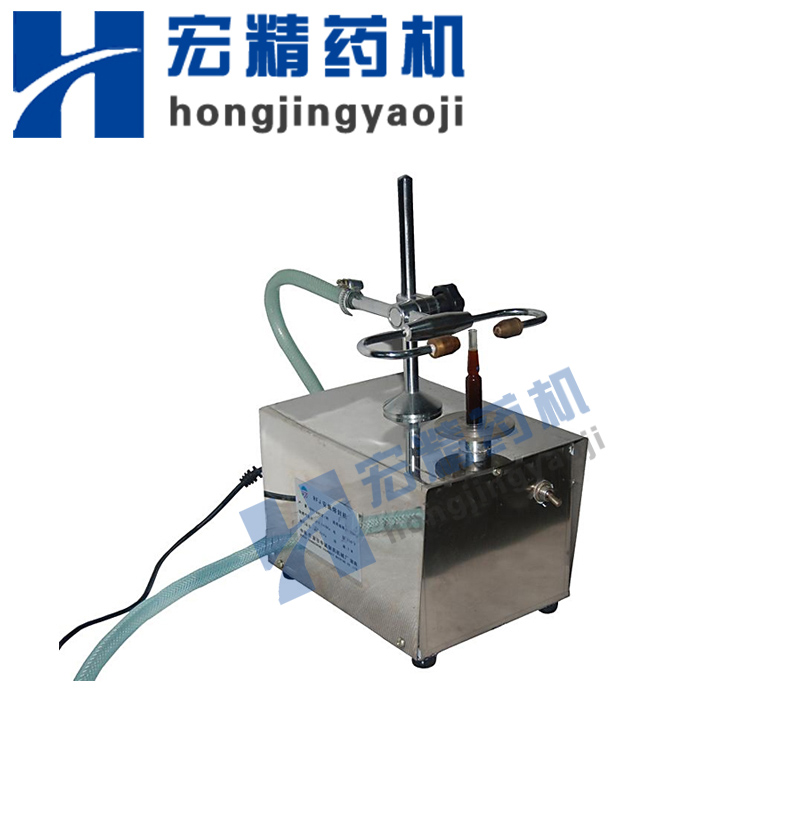
導液管及倒液針管(guǎn)
通過導液管輸送藥液,並由倒液針管將藥液(yè)導入安瓿瓶。
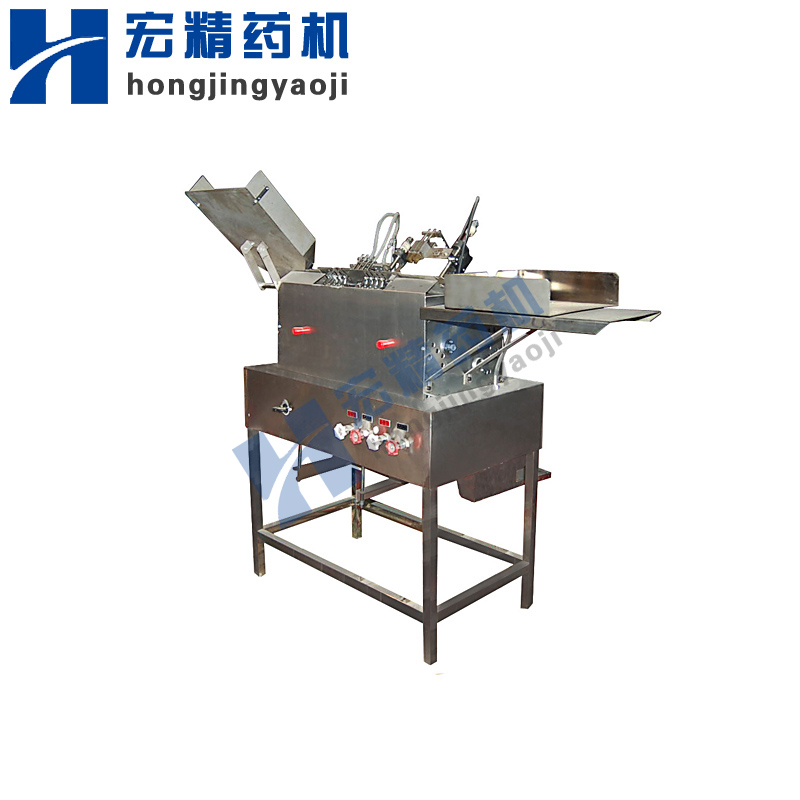
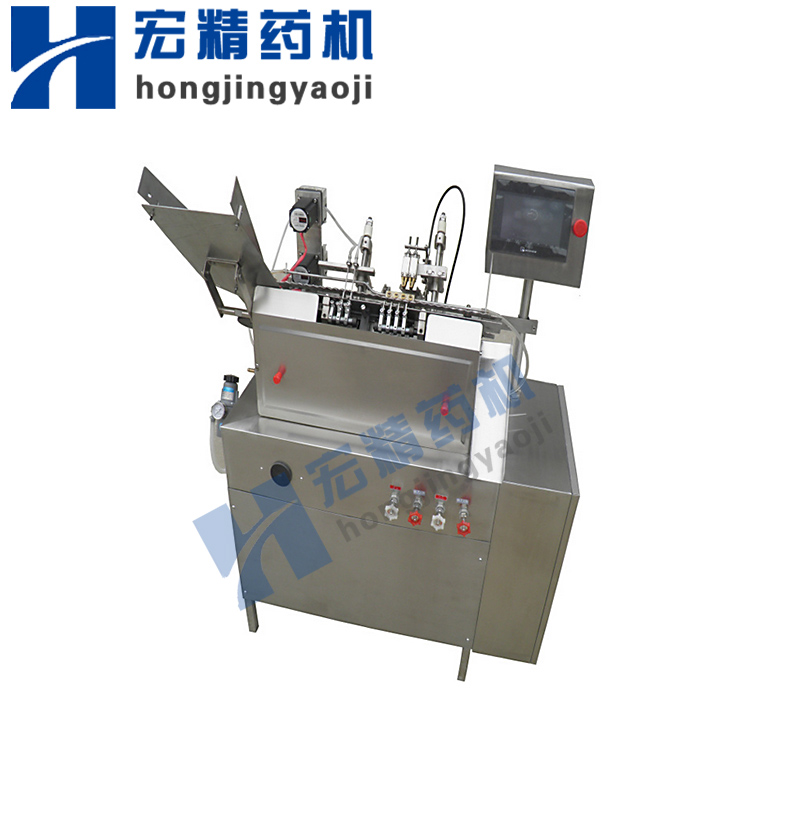
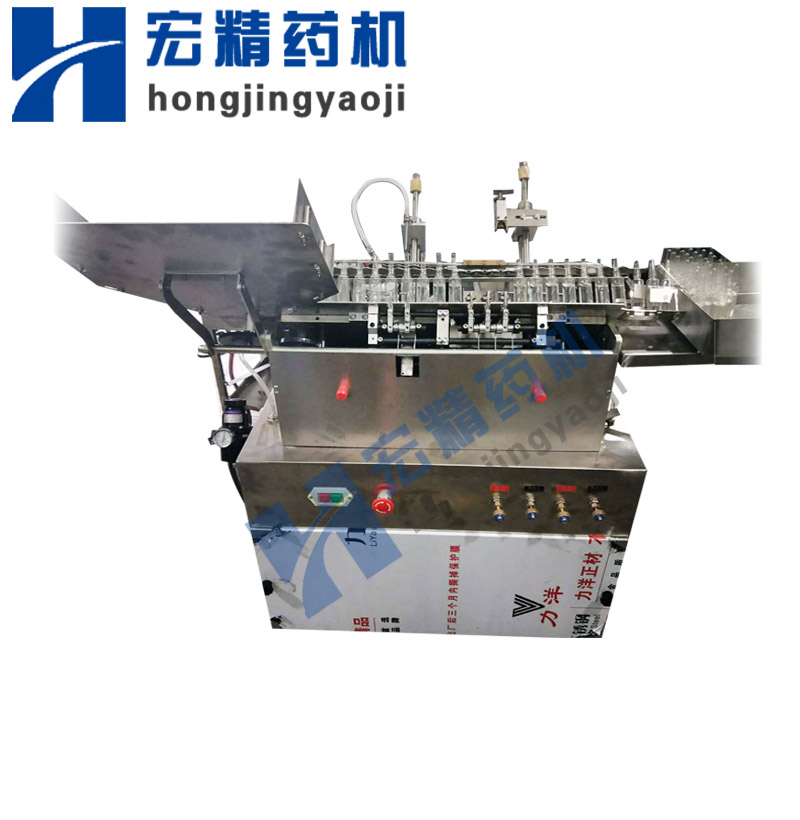
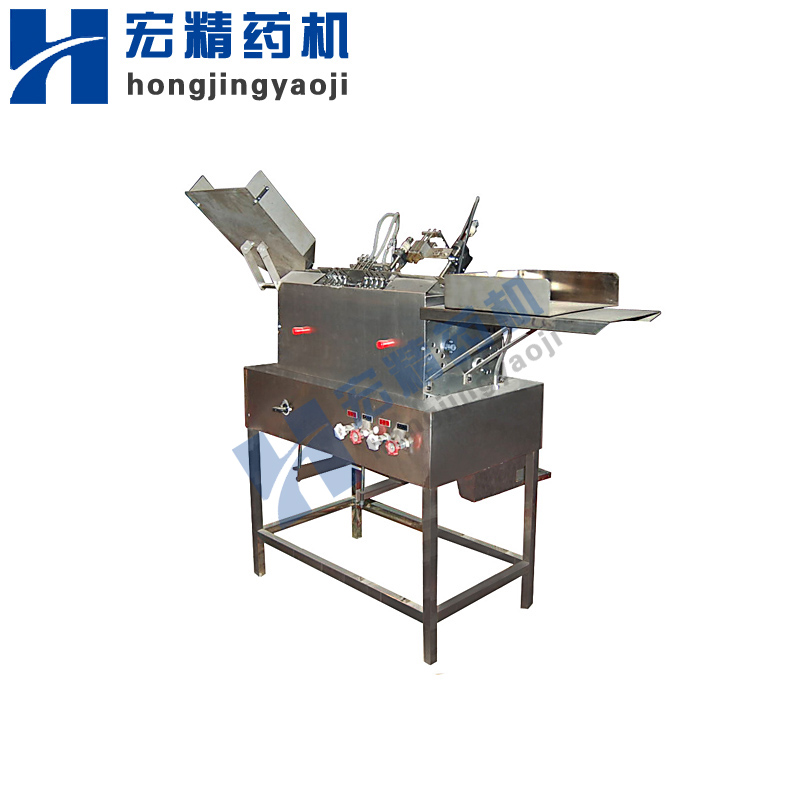
進瓶傳送機(jī)構
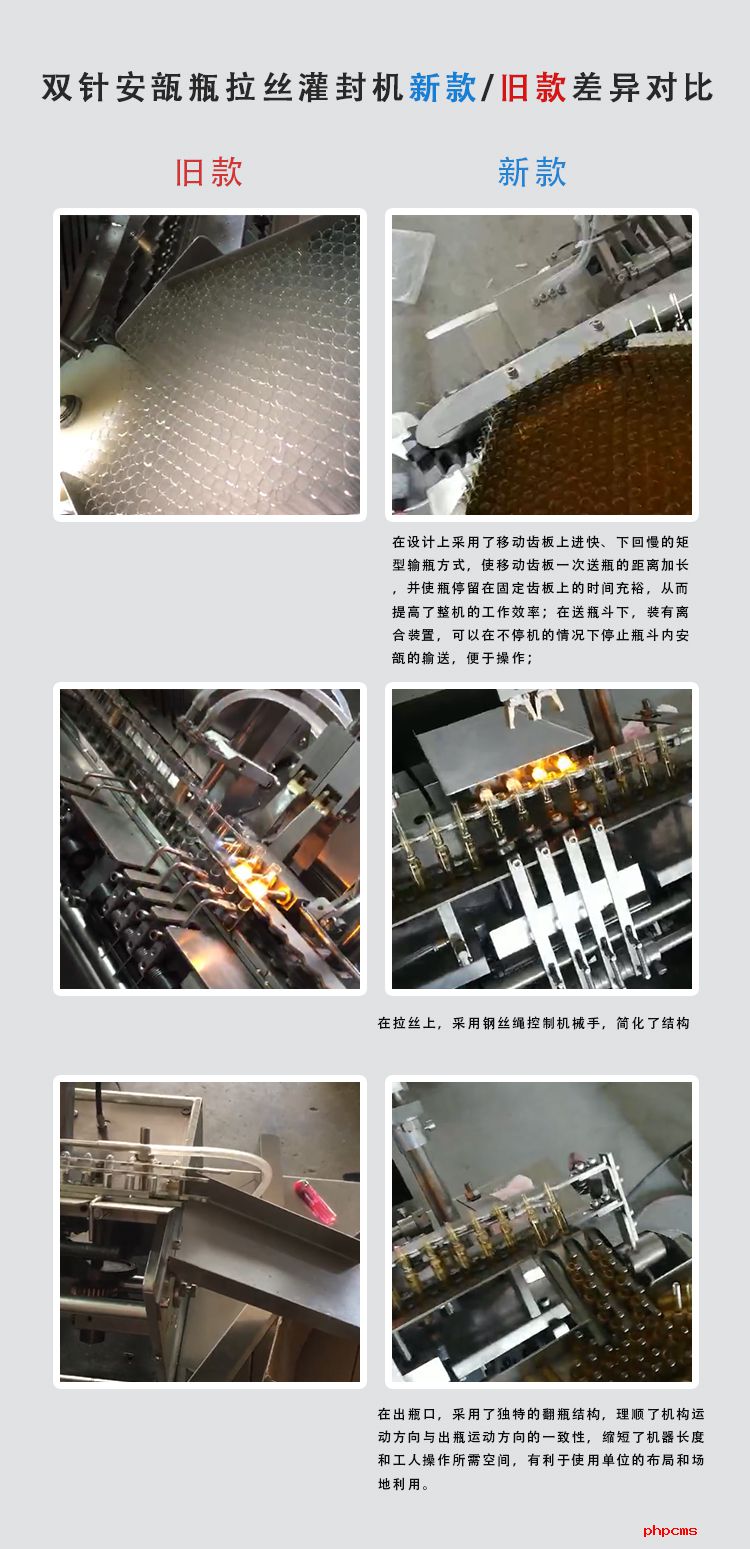
新款/舊款差異對比
 四、各 部 調 節 的 方 法(fǎ)
四、各 部 調 節 的 方 法(fǎ)
ALG型
安瓿瓶灌封機適用於1或(huò)2毫升兩種規格之安(ān)瓿使用,因此,在規格(gé)互換時,必用依照(zhào)下了步驟進行調(diào)節,方得順利生產。
(一)進料鬥的調節
在生產過程中,1或2毫升規格調換時,進料鬥略需調節(見圖一),就可通用,但與其相(xiàng)關零件須略(luè)作調節。
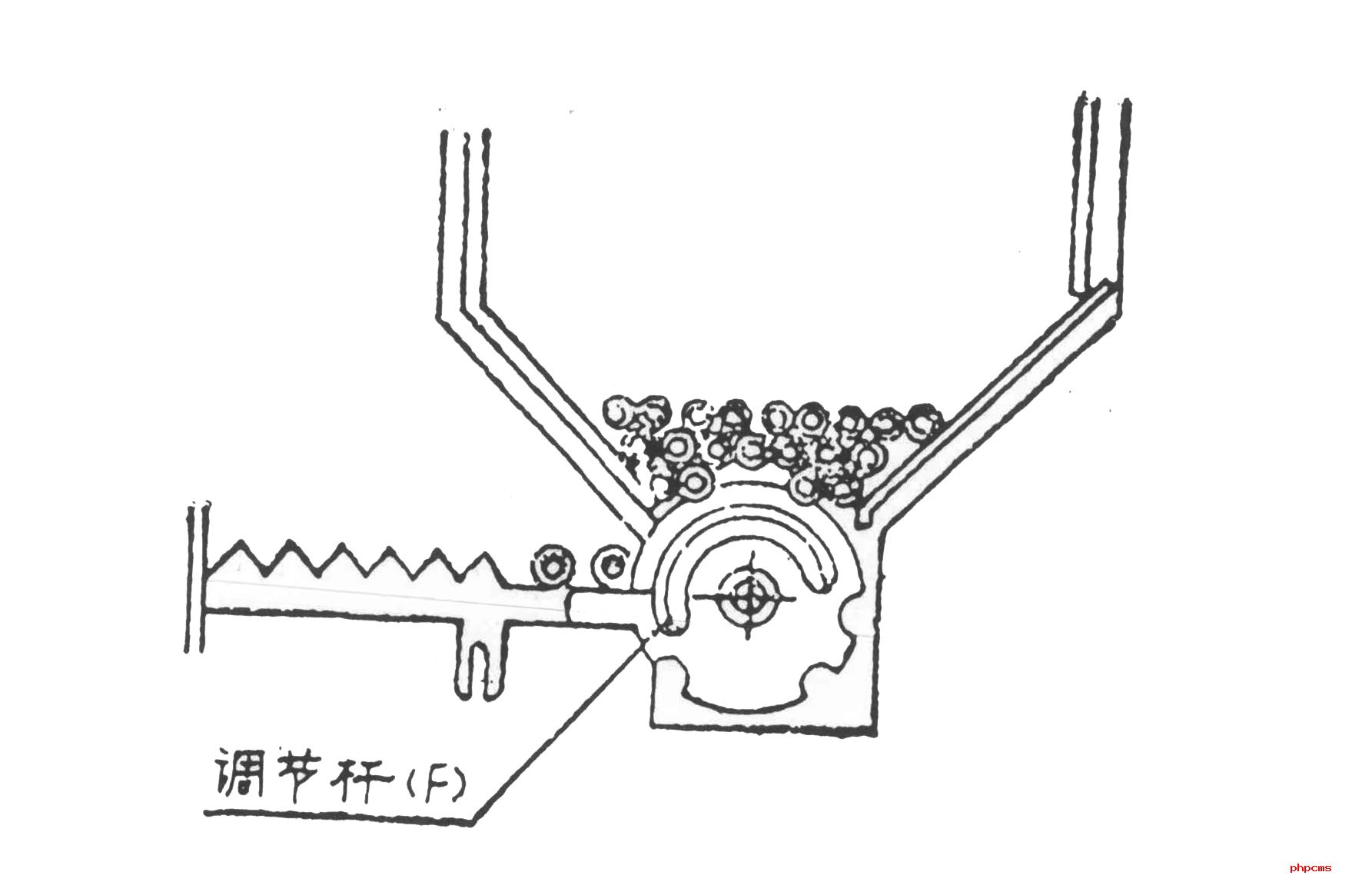
圖一
“E”為調節(jiē)齒共有二件,“F”為調節杆一件,其(qí)作用(yòng)是使(shǐ)進瓶轉盤連續送出的二隻安瓿分開。以便於(yú)轉動齒(chǐ)板(bǎn)搬送安瓿。當規格(gé)調換時,調節(jiē)齒(chǐ)應作如下調整:
當安(ān)瓿從進瓶轉盤被送到定位齒板上(shàng)時,安瓿的瓶身應該剛好接觸到裝到下定(dìng)位齒(chǐ)板上(shàng)的調節齒(見圖一(yī)a),而安瓿的瓶頸剛(gāng)好解除到裝(zhuāng)在上定位齒板上的調(diào)節(jiē)齒(見圖一b)調節齒有長槽可作左右移動,2ml時向左移,1ml時向右移。“F”調節杆,調節至瓶頸不向下傾(qīng)倒,並順利通(tōng)過,調節齒“E”,調節(jiē)到連續輸送安瓿,能正常運轉。
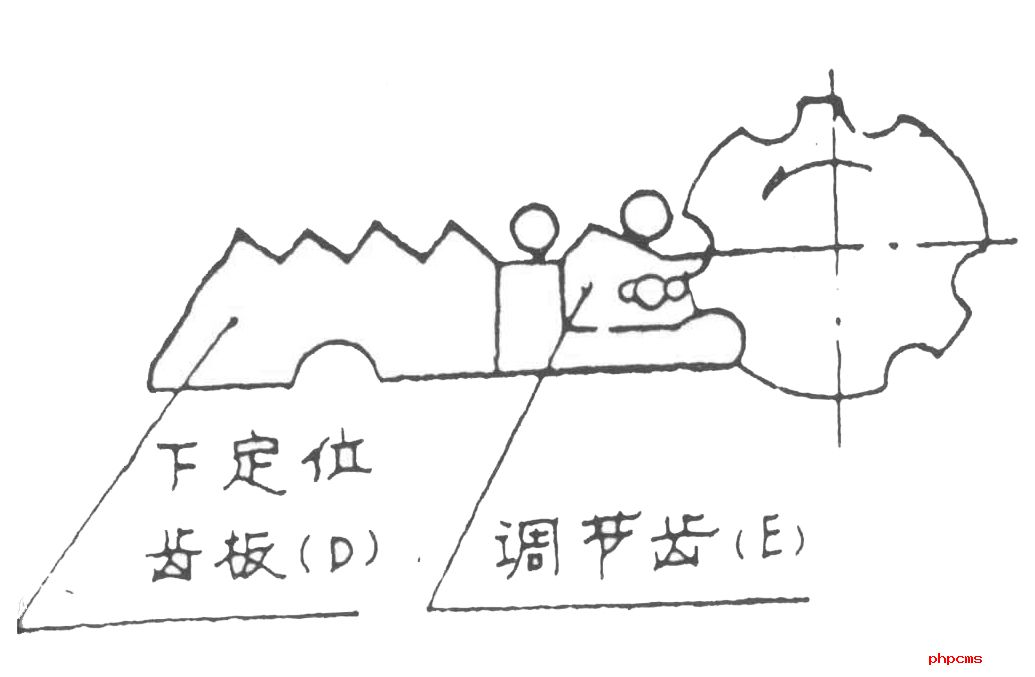
圖(tú)一a
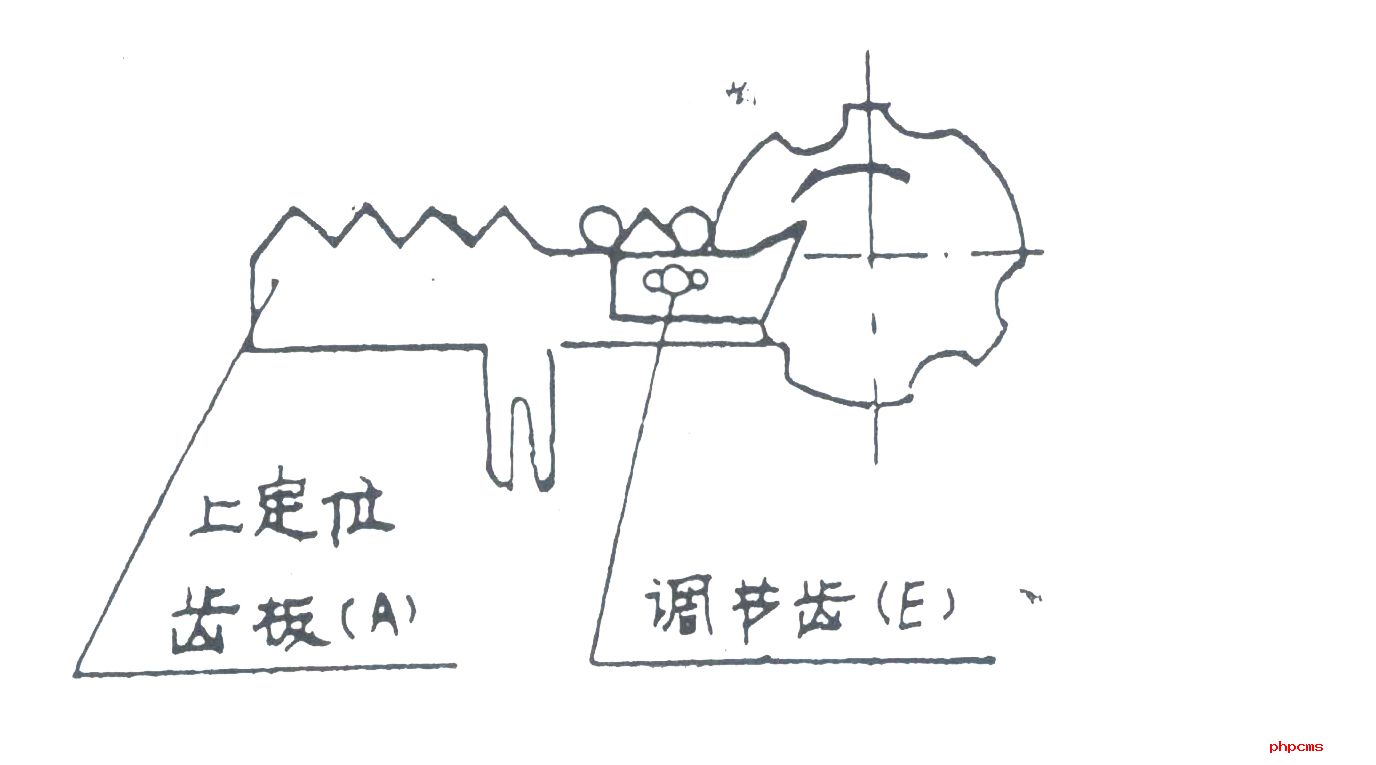
圖一b
(二)傳動齒板的調節:
當安瓿規格互換時,須將A、B、C三齒板進行調(diào)節,否則會影響安瓿之搬動,其調(diào)節步驟如下:(見圖二)
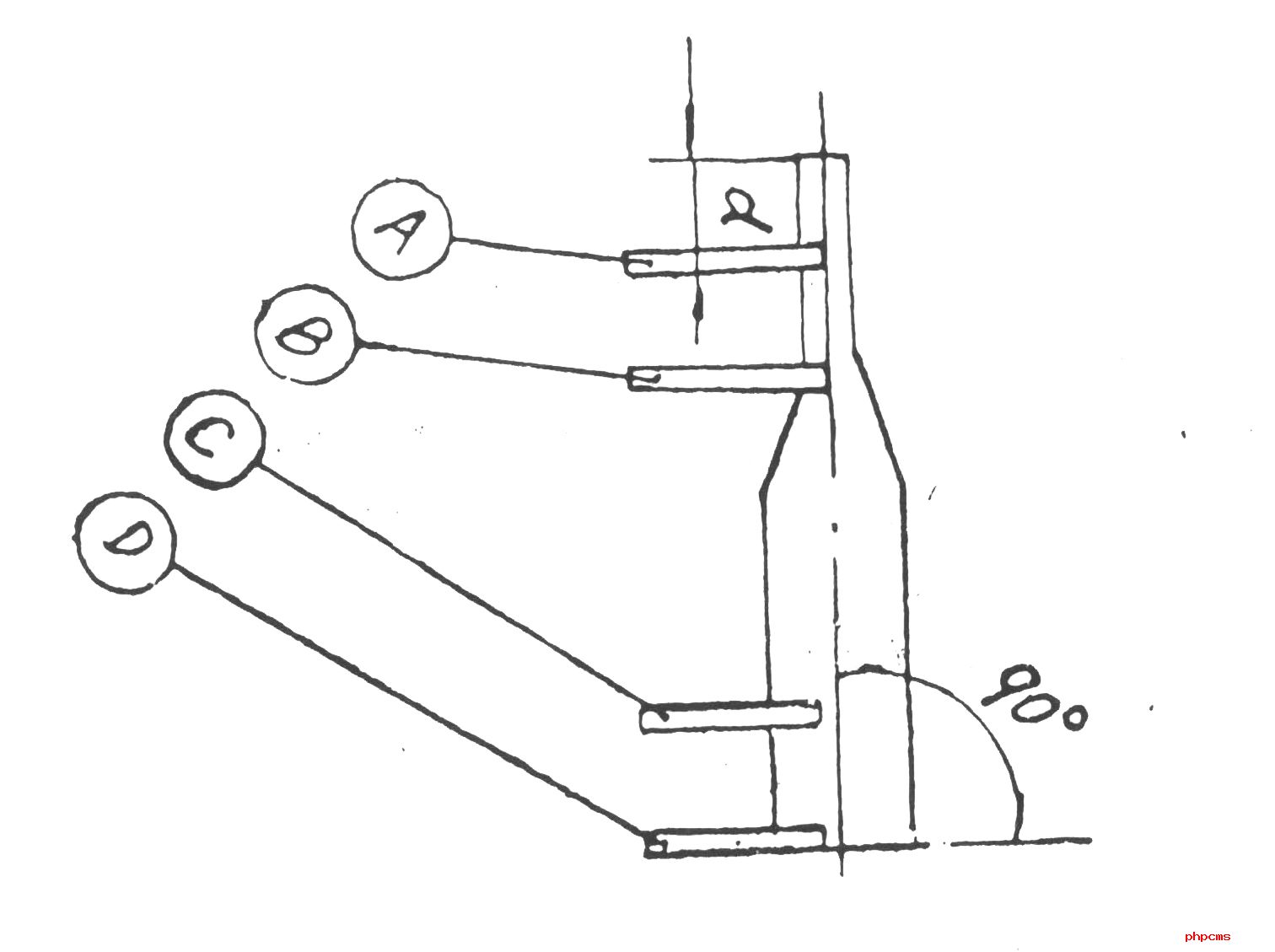
圖二
1.將搖手柄轉動,使進瓶轉哦按送出空安瓿二隻,察看空(kōng)安瓿與(yǔ)A、B、C與兩固定齒板是否有磨擦(cā)及(jí)空隙太大的現象,調整A、D齒板剛剛與安瓿接(jiē)觸,繼續轉動手柄,使安瓿擱在齒檔上(shàng),然後觀察安瓿與固定齒板D是(shì)否成90°,則再調整A固定齒板之高低,使安瓿頸部露出齒麵之尺寸(cùn):
a=10~13mm
2、繼續轉動手柄,察看B、C兩轉動齒板是否能同時搬動安(ān)瓿,若有誤差、則調節B轉動(dòng)齒板的高低,以達到此目的(de)。
(三)針頭組的調節:
針頭組(zǔ)的作用就是使界滴打(dǎ)出來的藥(yào)水及時地輸送到每一隻安瓿內。因(yīn)此,針頭在進入安瓿時補習時機適(shì)當,又必須不磨(mó)擦裝瓿口,為了達到此目的,可以按照下列步驟調(diào)節:
1、用搖手柄搖轉主(zhǔ)軸,其針頭架之針頭上下移動的時機應該是:
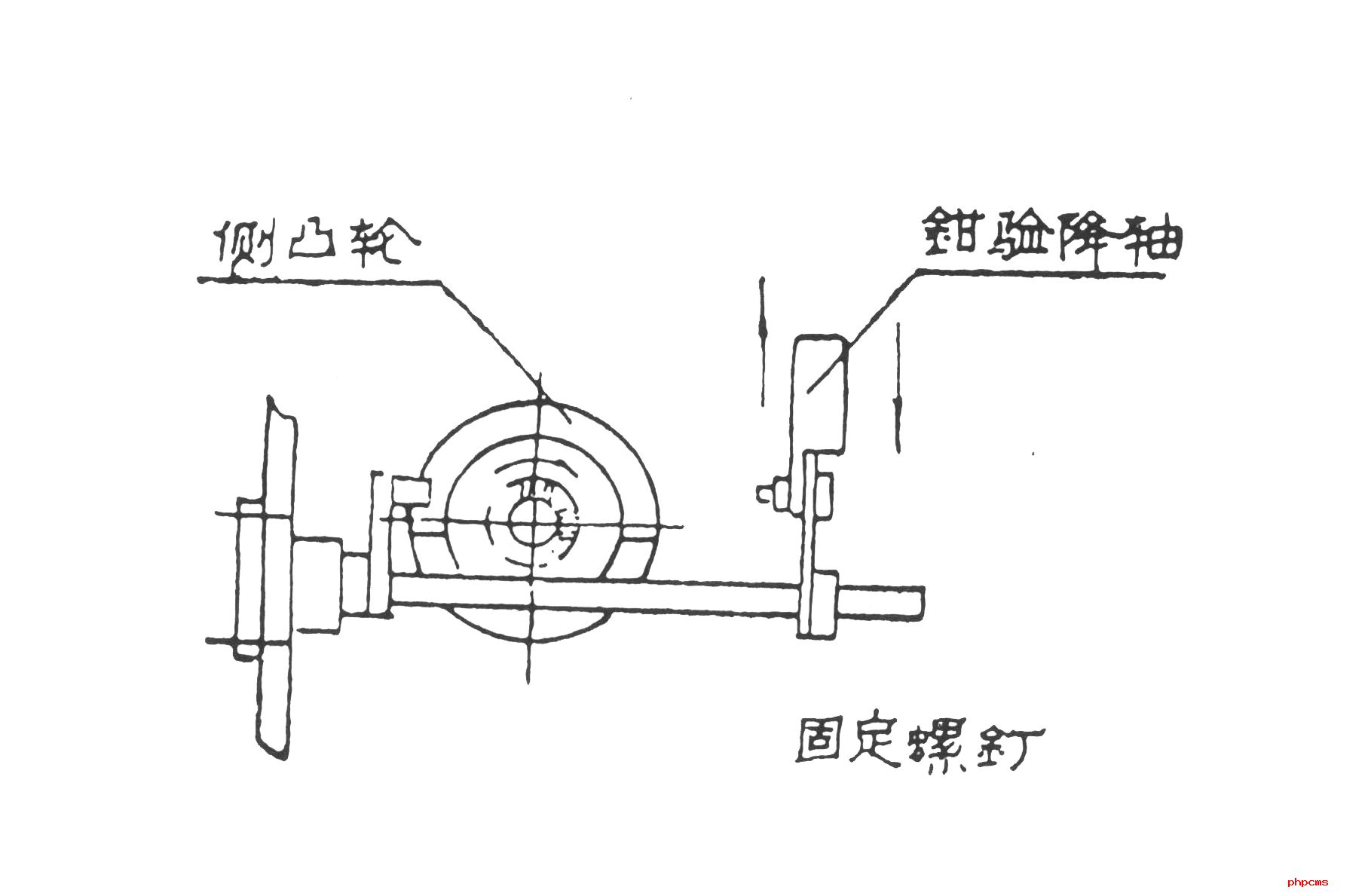
當安瓿剛各道灌注藥液這檔齒時,針頭應開始插(chā)入安瓿口,當藥液灌注號,針頭應(yīng)在安瓿搬動前全部退至安瓿口(kǒu)外,發現針頭上下動作配合不夠正確。當時,可以鬆(sōng)開側凸(tū)輪的固定(dìng)螺釘,順轉或倒轉側凸輪,使其動作適合上訴要求。(見圖三)
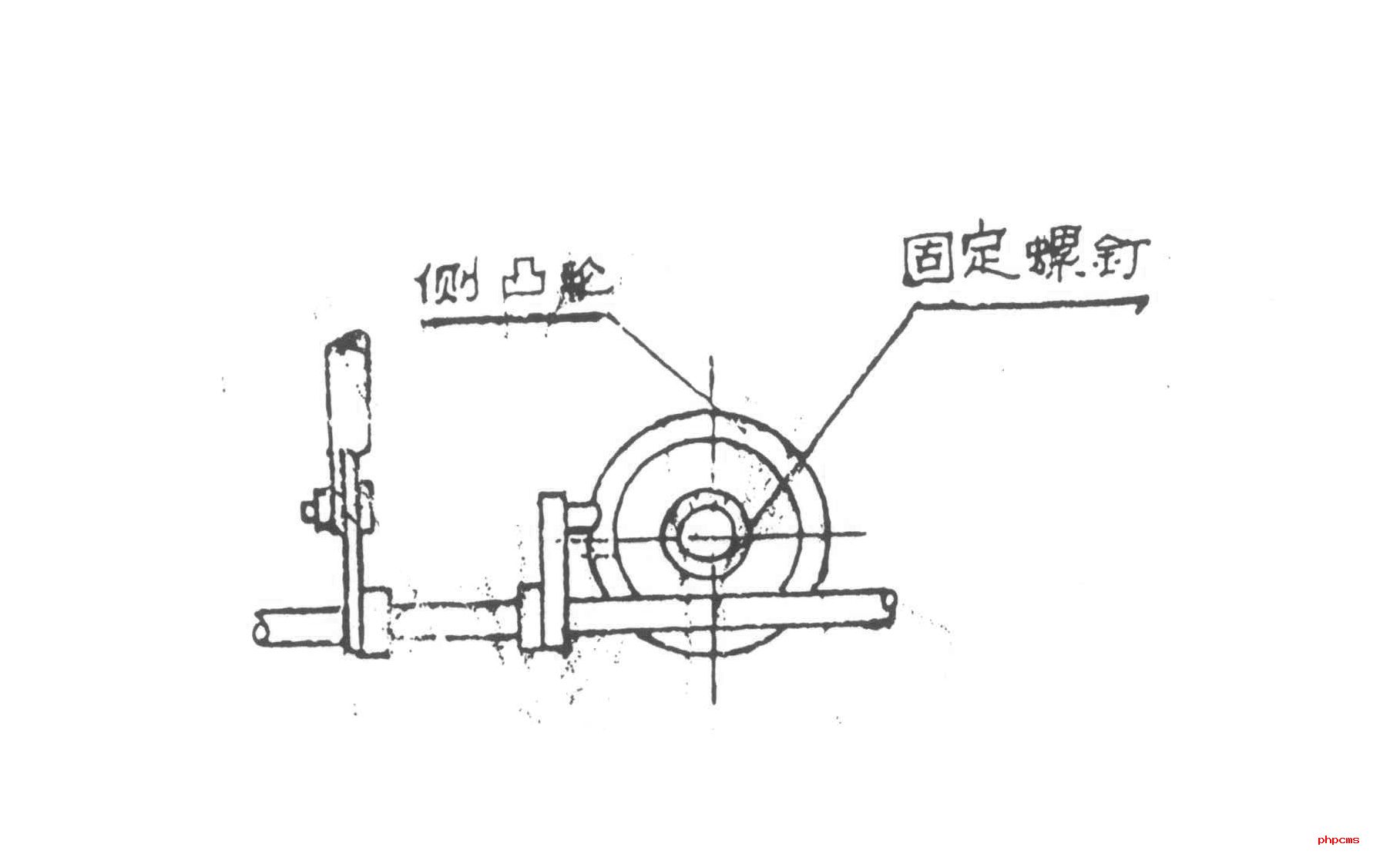
圖三
2、為了使針(zhēn)頭進入安瓿時不與安瓿(bù)口磨擦,可以利(lì)用針頭調節片調節,使針頭對準安瓿之中心線(xiàn),其調節步驟如下:
(1)先用搖手柄將主軸轉動,使針頭架E帶動針頭A移至最下麵位置,然後取空安瓿二隻,放至灌注藥(yào)液(yè)這檔(dàng)齒(chǐ)上,然後鬆開針頭調節片的固定螺釘C秒動調節B。使針頭A對準安(ān)瓿的中心,這樣針頭(tóu)就不致(zhì)在進入安瓿時碰(pèng)著口壁。(見(jiàn)圖四)
(2)然後再鬆開針架固定螺釘D,使針頭A之尖端在(zài)灌注時停留位置固定在安瓿喇叭口處(chù),這樣當(dāng)藥水流(liú)出時,可以沿著安瓿壁流下(xià),不會使藥水濺在安瓿頸上。
(3)調節(jiē)F微型軸承,使間隙與針頭座G兩側麵間隙適宜,能(néng)自由上下滑動,針架E無鬆動(dòng)現象,使針頭A永遠處於(yú)中心狀(zhuàng)態運轉(zhuǎn)。
經過(guò)以上的調節以後,必須用(yòng)搖手柄多轉幾圈,察看這(zhè)部件工(gōng)作情形,但必須注意,每當動過任何一緊定螺釘後,一定要在調整後緊(jǐn)牢,否則,會影響(xiǎng)機器的(de)正常運轉。
(四)藥液裝置的調節
調節藥液裝置(zhì)大小的方法有(yǒu)兩種:(見圖五)
1、用調節螺帽①進行調節裝置;
鬆開調節(jiē)螺帽①移至A方向,則裝置增加,移至B方向則裝置減少。
利用調節螺(luó)帽①調節裝置時,裝置額化較小(xiǎo)。
當裝上玻璃泵浦後,一定(dìng)要防止玻璃泵浦的內簡活動距離太大,頂床外簡,因此,在裝(zhuāng)泵浦時,不經將整個泵浦裝得太靠上。亦即玻璃泵浦底(dǐ)部應留有間隙,間隙(xì)高度不低於15毫米(mǐ)。
2、用杠杆②進行調(diào)節裝置:
鬆開杠杆②之固定(dìng)螺釘,將杠杆移至C方向則(zé)裝置增加(jiā),若將(jiāng)杠杆移至D方(fāng)向則裝置減少。
利用杠杆②調節裝(zhuāng)置時(shí),裝量變化較(jiào)大。
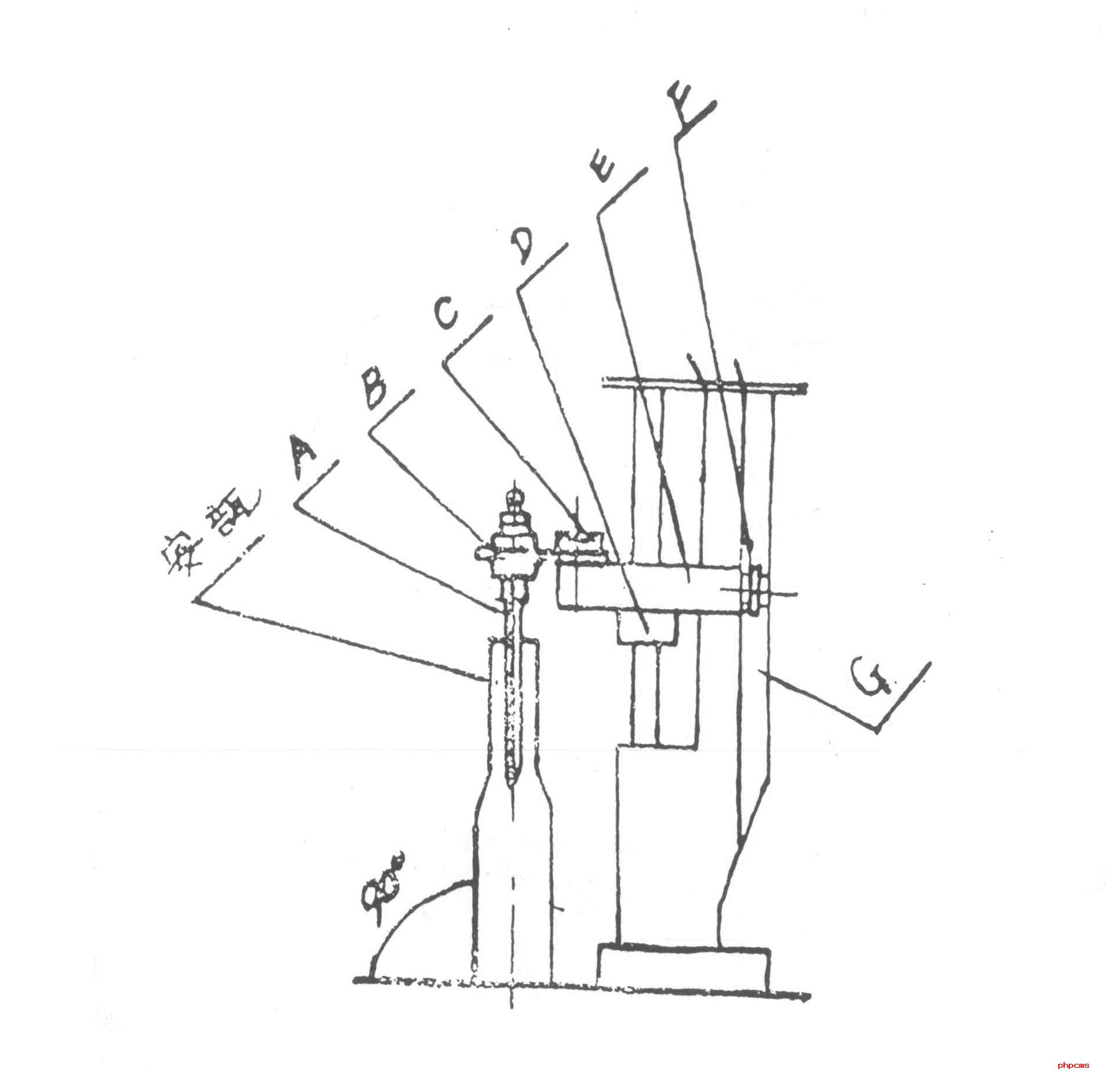
圖四
五)燃氣頭的調節
?拉絲液機封(fēng)口所有之燃氣為煤(méi)氣加氧氣在封口時隻須將(jiāng)煤氣和氧氣在混合氣中混合,即可進(jìn)行燃燒。
拉絲封口是否光滑嚴密,與火焰之大(dà)小,燃氣頭位置高低及安瓿轉動(dòng)是否均勻有關,為了使安瓿封口嚴密,必須:
1、(1)煤氣和氧氣火焰大小調(diào)節:
燃氣火頭架按(àn)裝在固定柱上,可上校(xiào)前後調節和固定,將貯氣罐中煤氣和氧氣分別由2組針形和控製其火頭大小,送至混合器(qì)中相互進行充(chōng)分混合後(hòu),再分別有(yǒu)一組(zǔ)進入火(huǒ)頭a(予熱火頭),另一組進火頭b(拉絲(sī)火頭),見圖六。請注意:火焰氣體混合時(shí),先開燃氣,點(diǎn)燃後,再(zài)一點點打開氧氣開關,徐徐加氧混合(hé),切(qiē)勿過量,避免回火,生產結束,應先關(guān)閉氧氣開關,然後再關閉燃氣開關。
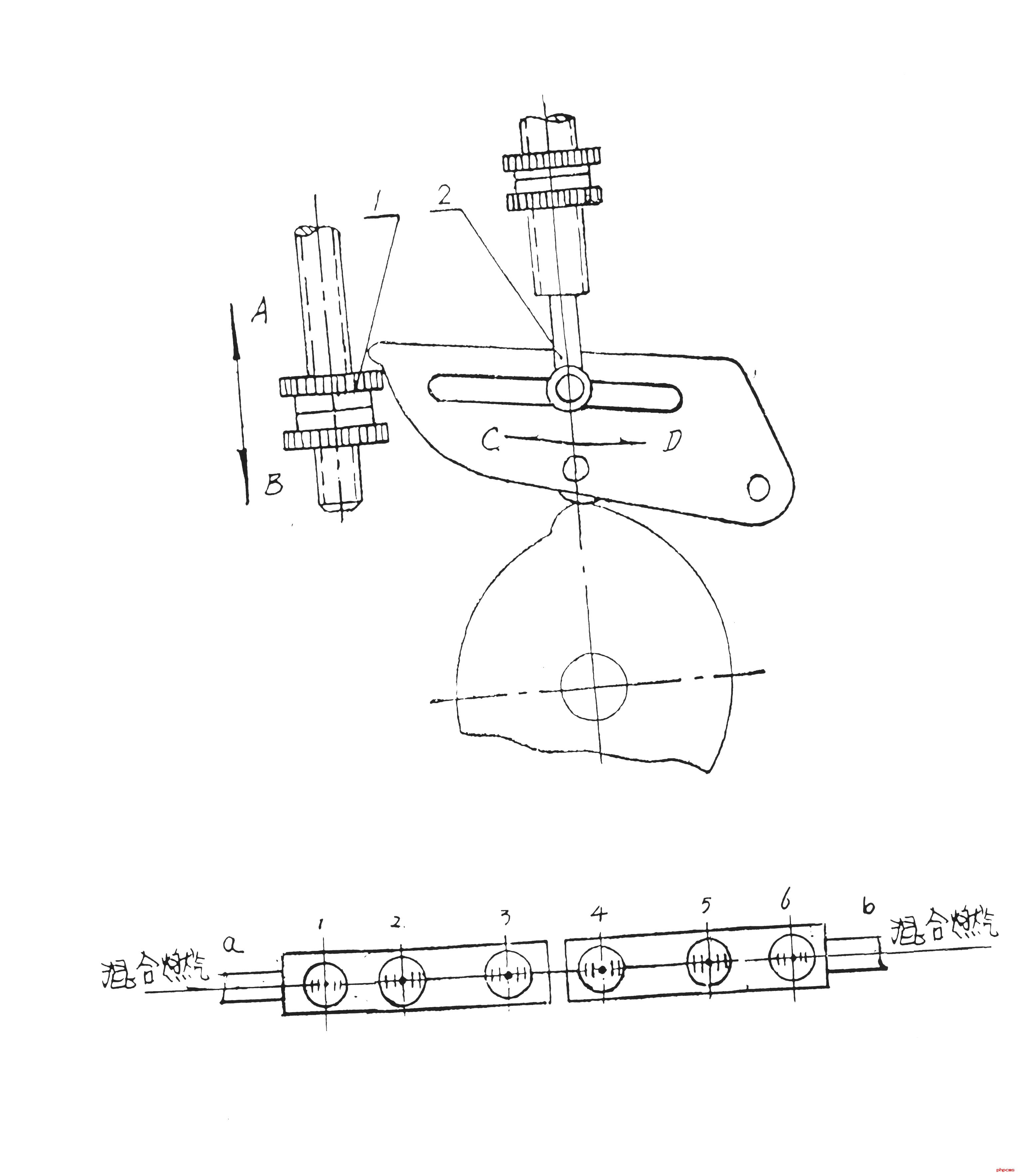
圖六
(2)火頭與(yǔ)安瓿位置,約在(zài)10毫米之間較適(shì)宜。圖(tú)七,予熱火頭a(1、2),調(diào)節(jiē)安瓿瓶頸段為微紅,再經拉(lā)絲火頭b(3、4)熔式即(jí)可拉絲(sī)封口。拉絲封口好壞,對裝置(zhì)調節和(hé)火頭調節有關連,要細心調節到一定火焰,才能進(jìn)行正常(cháng)運(yùn)轉。在運轉中(zhōng),經常注意火頭變化,隨時進行調整。
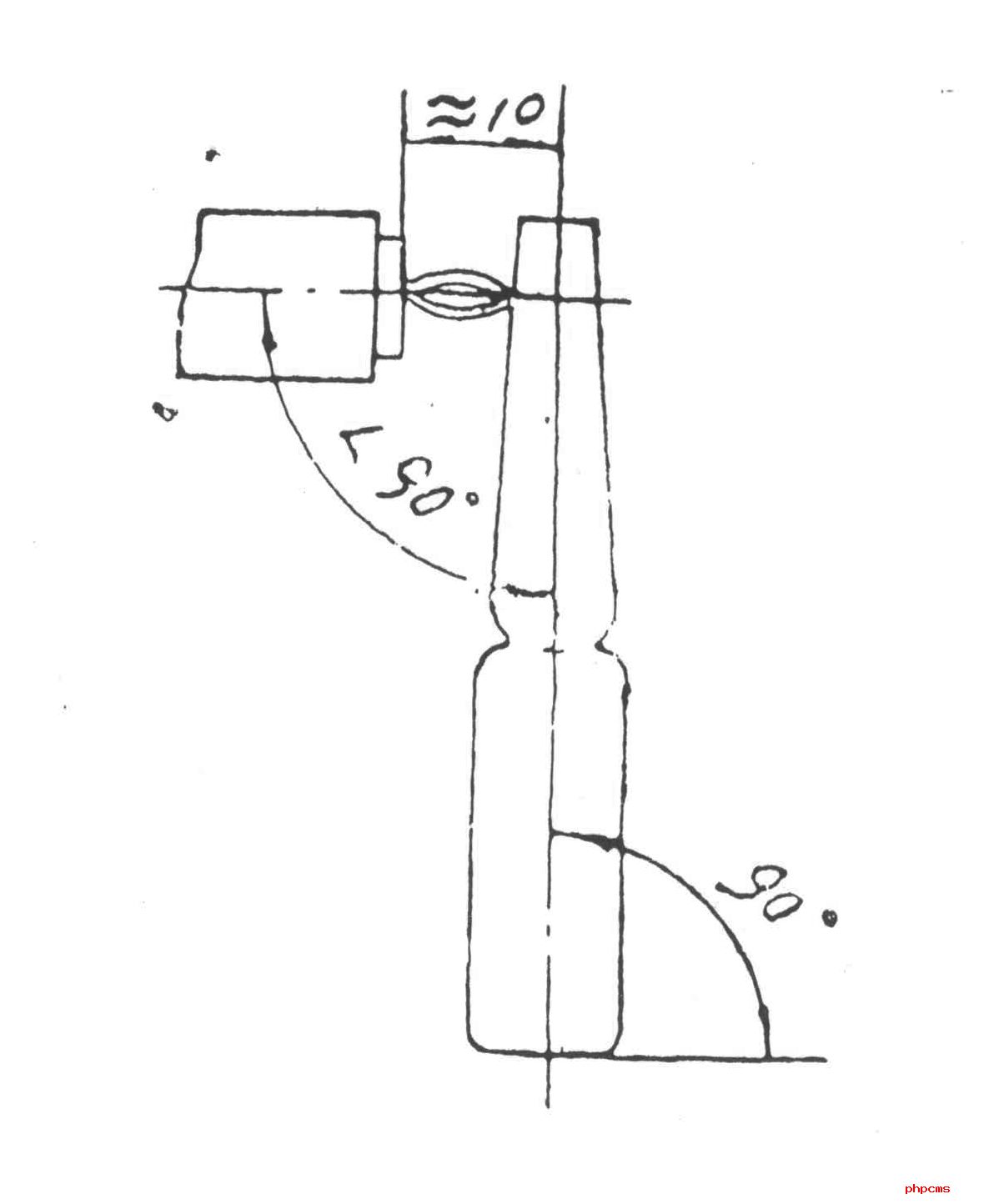
圖七
(1)火頭與安(ān)瓿位置,約在25毫米之間較適宜,圖(tú)九。予熱火頭a(1、2),調節到安(ān)瓿瓶頸段全紅(hóng),再經拉絲火頭b(3、4)熔化過程中,拉(lā)絲封口。若有火頭差(chà)異可微調節C,進行修正,拉絲好壞,對(duì)裝置調節和火頭調節有關連,要細心調(diào)節到一定火焰。才能進行正常運轉。
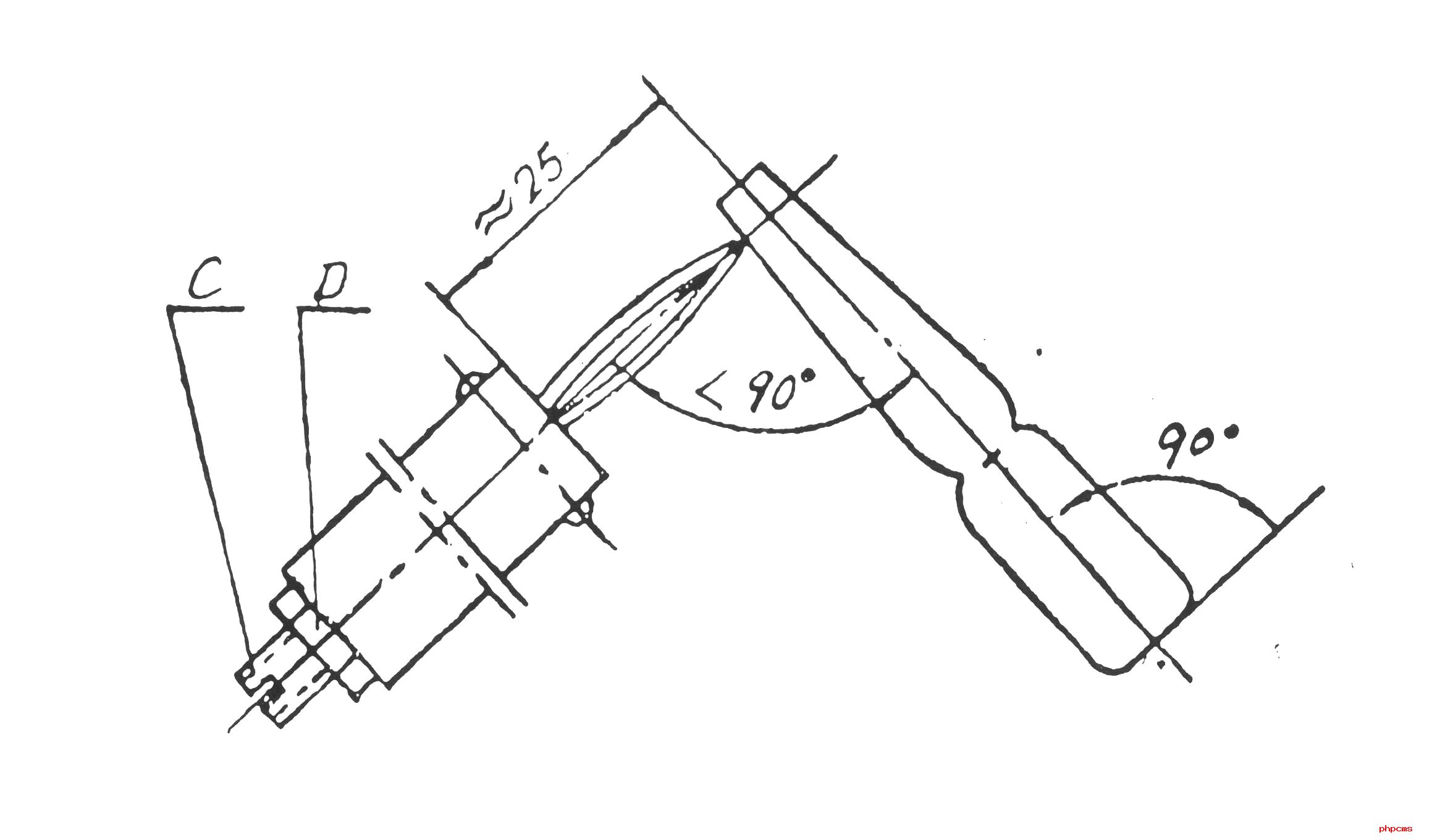
圖九
3、煤氣和氧氣火頭傳動(dòng)裝置調節
(1)工作原理:煤氣和氧氣火頭傳動裝置。傳動、由凸輪6、傳至杠杆7,由調節螺(luó)杆1向(xiàng)上頂升,傳到頂升棒3。頂動火頭(tóu)聯杆2、帶動火頭1.作間歇運動。
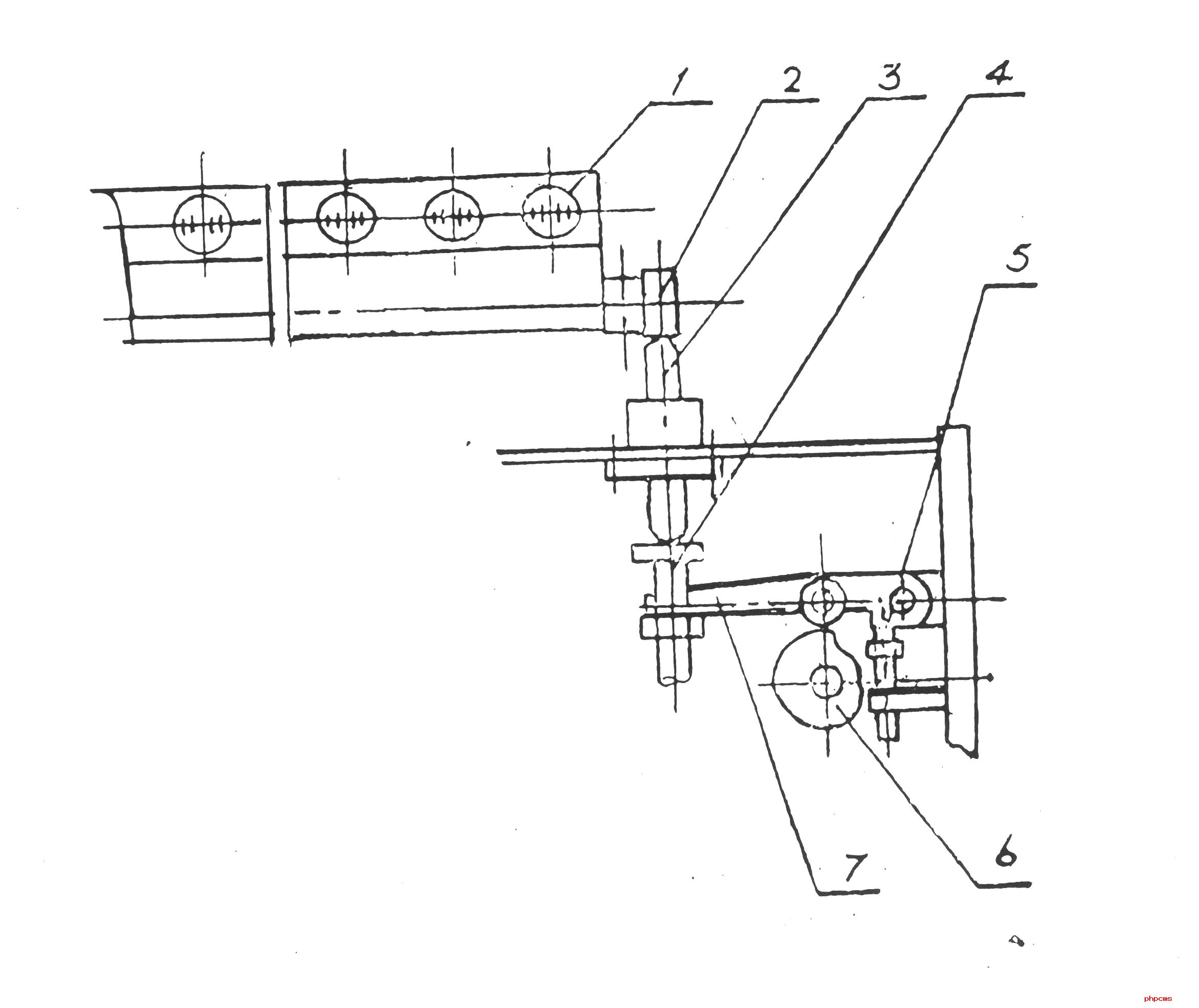
圖十
(2)調節方法:所有定位時間配合,需調節凸輪6。上、下(xià)抬動升(shēng)降距離由螺杆4來調節,固定(dìng)定位,隻需調節壓杆5,就能獲得所需配合動(dòng)作,需細調至無泡頭(tóu),拖絲等現象產生。即能配(pèi)合正常運轉。(見圖十一)
圖十二
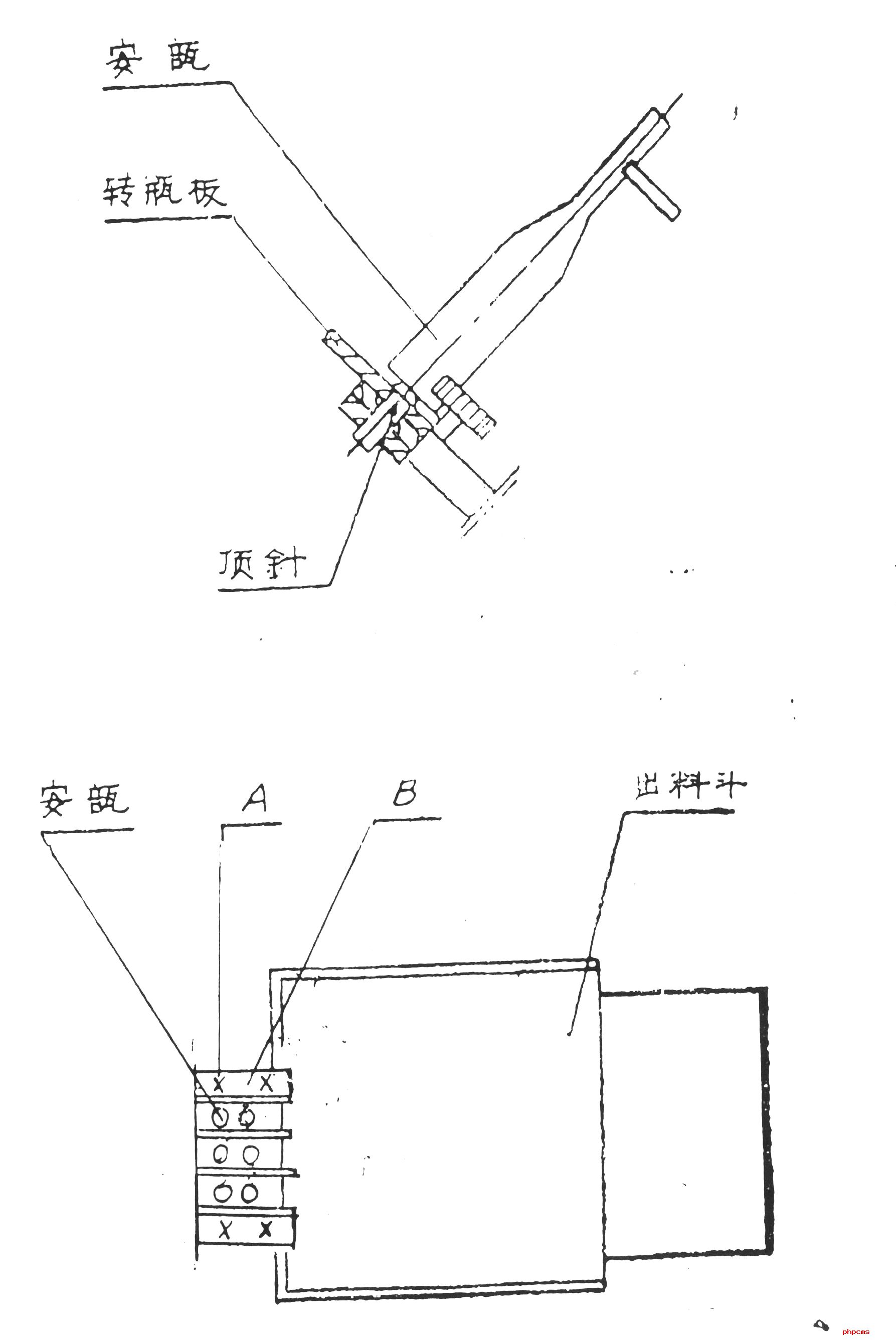
(六)出料(liào)鬥上攔板的(de)調節
當1~2毫升規格互換時,因安瓿(bù)直徑大小不同,故(gù)須移動上攔板,方能使安瓿順利推出。(見圖十二)
調節時鬆開螺帽“A”,攔瓶板“B”就可前後移動以達到“a”尺寸,a=安瓿直徑。
(七)自動止灌裝置的調節:
自動止灌裝置的作用是(shì)防止(zhǐ)機器(qì)在生產過程中,遇著個別缺瓿或安(ān)瓿使(shǐ)用(yòng)完但機器仍在運轉,而不使藥水注出,避(bì)免汙損機器,防止浪費,其工作原理及調節方法如下
1、工作原理(lǐ):
當轉動齒板將安瓿(bù)搬到灌藥水工位時,凸輪的凸麵離開連杆沿(yán)凸輪麵,逐漸下降,使壓並座帶著壓並頭靠扭簧力向下移,直到壓(yā)住安瓿為止,此時由於觸頭由微型開(kāi)關間隔已保持一定距離,頂杆受彈簧元力向(xiàng)右將頂杆拴住,則頂杆將帶動頂杆套一(yī)起上移以(yǐ)使玻璃泵工作而達到灌液之目的。如果灌藥水這按缺並時,則壓並(bìng)拴和壓並塊靠扭簧力繼續下移。直到觸頭(tóu)將頂杆拉向左方則吸鐵頂杆套不動,以使玻璃泵(bèng)不工作而達到自(zì)動停止灌液之目(mù)的。
2、調節方法:
當安瓿規格互換時,止灌裝暑因安瓿直徑大小而受到影(yǐng)響,為(wéi)此可以利用(yòng)壓瓶拴上調節螺釘放長縮短來調節觸(chù)頭(tóu)與壓板之間的間隙(xì),以保證(zhèng)灌裝暑的作用。
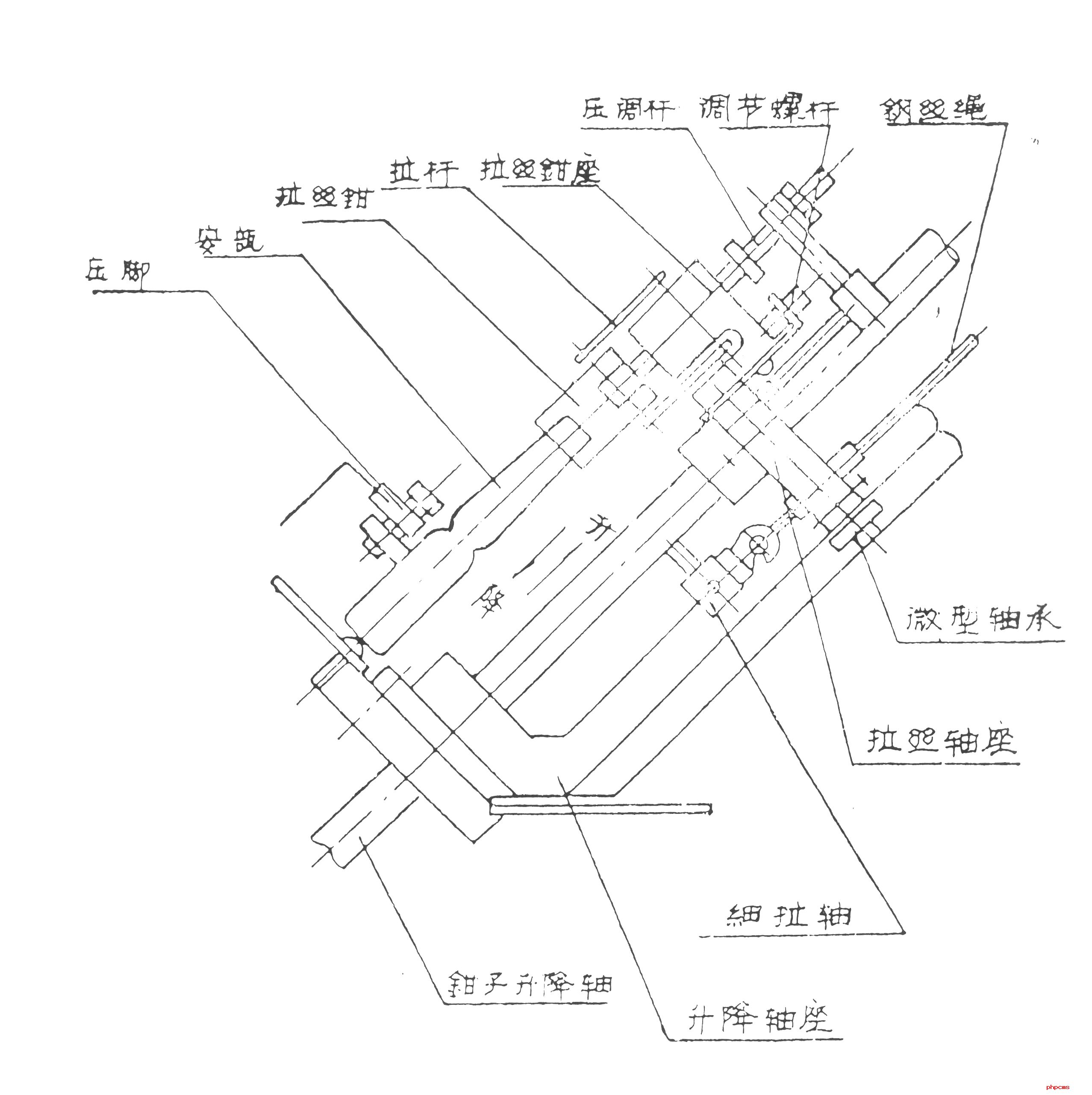
(八)拉絲鉗組調節:
拉絲鉗組作用是使已灌好(hǎo)藥(yào)水的安瓿,經過予熱後進行拉絲封口的過(guò)程。因此拉絲鉗上下位置時間、調節得適當,對拉絲封口(kǒu)起相當大作用,為了達到此目的,可以按照下列步驟調節:
1、工作原理:
(Ⅰ)由主軸帶動通過我敢(gǎn)和蝸輪傳動到拉絲鉗側凸輪,拉絲鉗也跟著作上下直線運動(dòng)。(見圖十四)
圖十四
(Ⅱ)當拉絲鉗下移到最(zuì)低點位置時,拉絲鉗迅速關閉,將熔化安(ān)瓿瓶(píng)頸(jǐng)央住,迅速上升到一定高度停止(zhǐ)。形成拉絲過程。(見圖十五)拉絲鉗在最高點位置(zhì)時,拉絲鉗(qián)通過壓調杆,壓、放、鉗子動作,壓調杆通過(guò)細拉軸拉、放(fàng)、動作、細拉軸通過鋼絲繩,鋼絲繩通過連杆和凸輪控製,作有規則動作。在(zài)拉絲鉗上升(shēng)到最高位置(zhì),因(yīn)凸(tū)輪作用。連(lián)續二次關放,擾卓(zhuó)鉗子上玻璃頭,(見圖十六)。側凸輪(見圖十四)將鉗子升降軸,帶(dài)著拉絲鉗上升或下降,來(lái)完成(chéng)所需動作,這樣圖十四、圖(tú)十(shí)五、圖十六(liù),互相動作配合,協調(diào)來完成拉絲整個全過程(chéng)。
圖(tú)十五
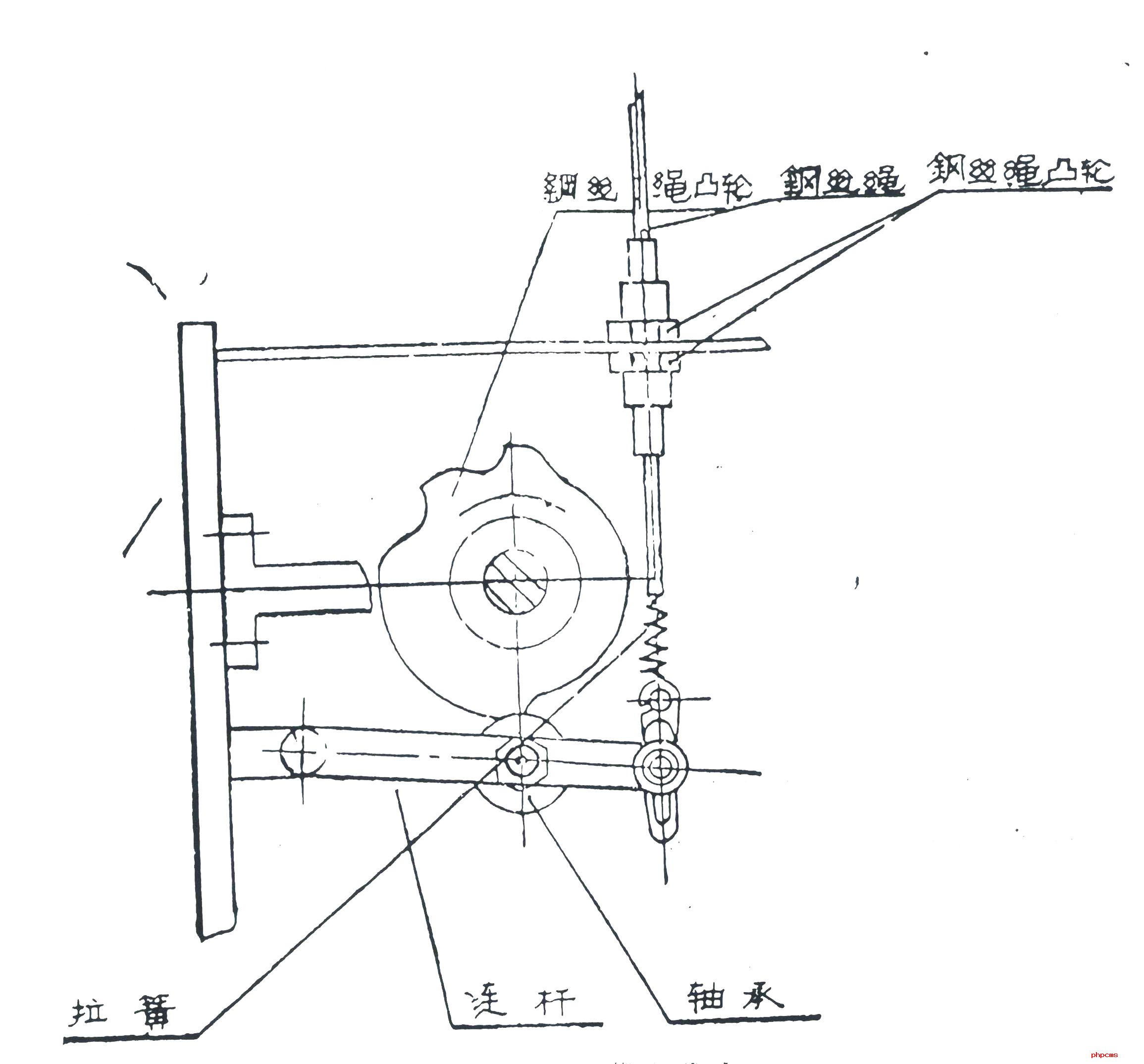
圖十六
2、調節(jiē)方法
側凸輪調(diào)節位置如否適(shì)當,直接影響,拉絲鉗定位和(hé)拉絲時安瓿(bù)熔化時間有關,定位提早和推遲都對拉絲產生不利(lì)影(yǐng)響,通常將側(cè)凸輪固(gù)定螺(luó)釘鬆開後(見圖十(shí)四),將側凸輪調節至拉絲鉗為最低(見圖(tú)十(shí)五),此時曲軸位置是將安瓿搬運至擱(gē)瓶架,再繼續反時(shí)針旋轉45°左右,同時調節鋼絲繩凸輪位置為(wéi)拉(lā)絲鉗(qián)為(wéi)閉鉗狀態,此時位置轉為適宜,再通過調節(jiē),壓調杆位置,和細拉軸位(wèi)置和鋼絲繩位置,相互(hù)反複與側凸(tū)輪,鋼絲繩凸輪,細心調節到拉絲最佳(jiā)狀態,即可(kě)連續運轉。注意!此時所有緊固件均應固緊住,否則會移位而得不到滿意結果。
五、機 器 使 用(yòng) 及(jí) 保 養
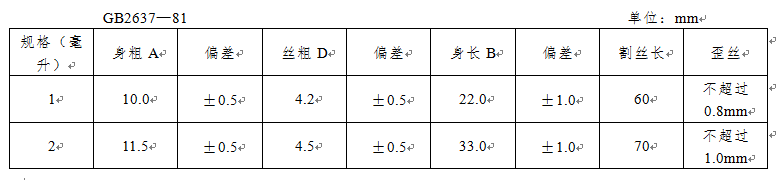
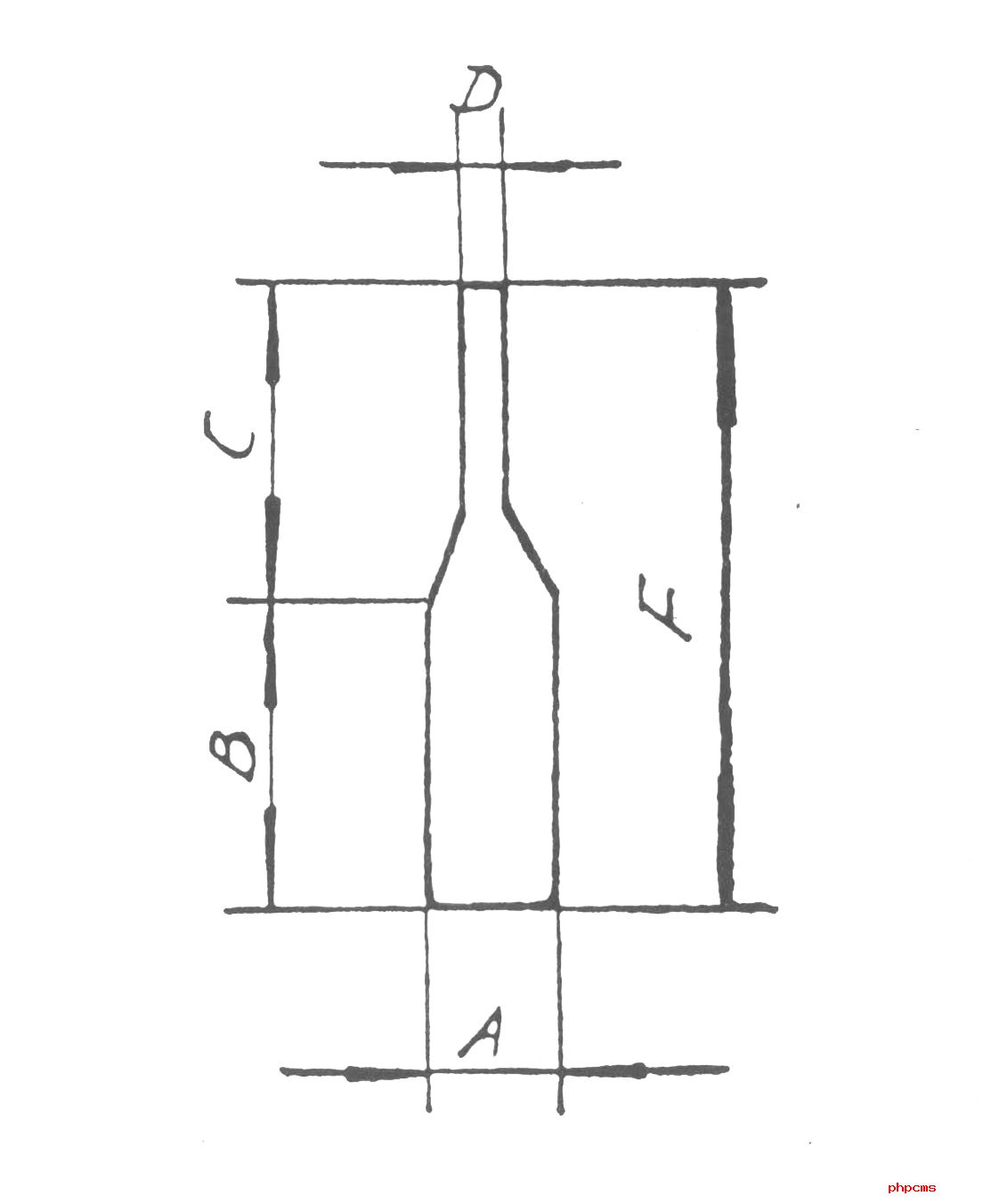
1、安瓿的選擇,因為本灌封機是半自動化的機器,因此,對安瓿直徑大、小、長、短均有要求,請參照下(xià)表:
2、每次開車前必須先用搖手柄轉(zhuǎn)動機器,察(chá)看其轉動是否有異狀,確實判明正常後,才可開車(chē)。但請注意:開車前一定要(yào)先將搖手柄拉(lā)出,使傘齒輪脫離齧合,保證操作安全。
3、調整機器時,工具要(yào)使用適當,嚴禁用過大的工具或用力過猛來拆卸零件,避免(miǎn)損壞機件或影響機(jī)器性能(néng)。
4、每當機器進行調整後,一定要將鬆過的螺釘(dìng)緊好,再用(yòng)搖手柄轉(zhuǎn)動機器,察看其動作是否符合要(yào)求後,方可(kě)以開車。
5、燃氣頭應該(gāi)經(jīng)常從火頭之大小來判斷是否良(liáng)好,因為燃(rán)氣頭之小孔經過使用一定時間後,容易被積碳堵塞或小孔變形而影響火力。
6、灌封機火頭上麵要裝排氣管,能排除熱量及燃氣中的少(shǎo)量灰塵,同時又(yòu)能保持室內溫度、溫度和清潔,對產品 質(zhì)量和工作人員的健康有好(hǎo)處。
7、機器必須保持清潔,嚴禁機器上有油汙、藥液或玻璃碎屑,以免造成機器損蝕,故必須:
(1)機器在(zài)生(shēng)產過程中,及時清除藥液或(huò)玻璃(lí)碎(suì)屑。
(2)交班前應將(jiāng)機(jī)器各部清潔(jié)一次,並將各(gè)部加油一次。
(3)每(měi)周應大擦洗一次,特別是(shì)將品嚐使用中不容易清潔到(dào)的地方擦淨,並可(kě)以壓(yā)縮空氣(qì)吹(chuī)淨。





 ——
—— ——
—— ——
—— 或
或